This chapter is focused on the fatigue life and damage mechanisms of steel 42CrMo4 in the high cycle fatigue (HCF) and very high cycle fatigue (VHCF) regimes at temperatures up to 773 K. For this purpose, resonance fatigue testing was used at different test frequencies (90 Hz and 20 kHz). The influences of the manufacturing process (wrought or cast condition), as well as the core hardness (various heat treatment conditions), were investigated. Fractographic examinations of the fracture surfaces allowed the analysis of crack-initiating defects. Together with light microscopic observations of the defect distribution, the fatigue mechanisms of the steel 42CrMo4 were investigated at different temperatures (RT, 473 K and 773 K). A short crack model according to Chapetti applied to the present results was used to describe the change in the fatigue damage mechanisms operating at RT/473 K and 773 K, respectively. It is shown that high-temperature fatigue at 773 K was dominated by crack growth, whereas fatigue at RT and 473 K was dominated by crack initiation. These investigations complete the work presented in Chap. 24, in which the influence of nonmetallic inclusions on the ultrasonic fatigue behaviour of steel 42CrMo4 is being analysed at room temperature. The present results provide important insights into the crack-initiating defects and their distributions as they are relevant in typical industrial applications.
34.1 Introduction
Metallic materials for engineering applications processed in industrial manufacturing often contain different types of defects such as non-metallic inclusions (NMI) or structural defects such as microshrinkages, which is one of the important issues of industrial materials. As a consequence, the detrimental effect of such defects and, therefore, their impact on the fatigue strength have to be considered when these materials are parts of engineering designs. Furthermore, the fatigue strength is also influenced by the type of the fatigue load as well as environmental conditions, i.e. temperature.
For a deeper understanding of the fatigue failure inducing damage mechanisms, the knowledge of the processes of crack initiation as well as crack propagation is essential. In general, crack initiation occurs from the samples’ surface at lifetimes up to 107 [1‐5]. At a higher number of cycles, i.e. at lower stress amplitudes in the HCF and VHCF regime, the crack initiation site shifts from the surface to the interior of the sample due to the more harmful effect of internal defects than the surface roughness. Furthermore, the detrimental effect of these defects such as NMIs or pores depends also on the type, the size and the position of the defects within the sample. Relevant contributions concerning the understanding of the damage mechanism leading to fatigue failure were published since the 1980s by Miller [6‐9]. The author described short crack initiation and propagation based on microstructural fracture mechanics and elastic–plastic fracture mechanics since it was shown that linear-elastic fracture mechanics was not sufficient to describe very small cracks [10]. Therefore, Miller suggested three regimes of crack growth starting after nucleation with microstructurally short cracks followed by physically small cracks and, finally, long cracks. Of particular interest, regarding the damage mechanism in the HCF and VHCF regimes, are short cracks, i.e. microstructurally and physically short cracks. Microstructurally short cracks have the dimension of the longest microstructural barrier, e.g. martensite plates and propagate under shear stress to the next microstructural barrier, e.g. grain boundaries [11]. It is readily conceivable that the crack arrest at such barriers and a considerable amount of cycles to failure were consumed under these conditions regarding crack growth. However, growth rates of short cracks can vary in a wide range and are strongly influenced by the microstructure and the environment.
Anzeige
The temperature has a significant impact on the material's crack resistance. For applications subjected to various temperatures, the influence of the temperature on the fatigue strength has to be considered in a wide range of cycles, i.e. in the HCF and VHCF regime. Fatigue experiments in the HCF regime using relatively low test frequencies are well-established. Fatigue tests in the VHCF range using the ultrasonic resonance technique at ambient temperatures have been established as state of the art procedure to determine the fatigue properties of various materials [12‐19]. However, only a few experimental evaluations of the fatigue behaviour in the VHCF regime using the ultrasonic resonance technique at elevated temperatures were published [20‐29].
In this chapter, the fatigue behaviour of two batches of the 42CrMo4 steel (forged and cast) were investigated by performing fatigue experiments at a stress ratio R = −1 up to 1010 cycles and at test temperatures of 295 K (room temperature, RT) 473 and 773 K. The fatigue tests were carried out at test frequencies of 90 Hz and 20 kHz in the HCF and VCHF regimes, respectively. Four types of defects were determined as relevant crack initiation sites and, in consideration of the individual defect sizes, the fatigue lives were examined using a short crack model [30, 31]. Based on these investigations, the temperature-dependent damage mechanism leading to fatigue failure is discussed.
34.2 Materials and Methods
34.2.1 Materials
The study was performed on two different batches of 42CrMo4 steel, i.e. the cast state (0.42 wt% C, 0.81 wt% Cr, 0.19 wt% Mo, 0.96 wt% Mn, 0.42 wt% Si), which is referred to as CS in the following, as well as the wrought state (0.44 wt% C, 0.95 wt% Cr, 0.18 wt% Mo, 0.78 wt% Mn, 0.32 wt% Si), which is referred as WS in the following. Both batches were subjected to the quenching and tempering heat treatment procedure which is referred to as HT2, with the following characteristics: (i) austenitization at 1123 K for 1 h under inert gas atmosphere and quenching in oil and (ii) tempering at 773 K for 2 h. Furthermore, batch CS was subject to a further heat treatment, which is referred to as HT1 consisting of (i) austenitization at 1153 K for 2 h and quenching in oil followed by (ii) tempering at 858 K for 1 h. Each heat treatment led to a martensitic microstructure. The values of Vickers hardness at elevated temperatures (473 K and 773 K) were derived from the ultimate tensile strength (UTS) according to DIN EN ISO 18265. At RT, the Vickers hardness was determined by using a standard hardness tester (LECO M-400-G3, St. Joseph, USA). The values of Young's modulus were determined using dynamic resonant measurements in the range from RT up to 773 K.
34.2.2 Microstructure
The materials microstructures were characterized by scanning electron microscopy (SEM) using a field-emission SEM (MIRA 3 XMU, TESCAN, Czech Republic) equipped with an electron backscattered diffraction (EBSD) system (EDAX/Ametek, USA) and OIM (TSL). Therefore, secondary electron (SE) contrast and EBSD were applied. EBSD measurements were performed to determine grain sizes and crystallographic orientation of the different material states. Therefore, metallographical samples were prepared and vibration polished (SiO2 suspension with 0.02 μm size) for several hours.
Anzeige
Metallographic cross sections were investigated by an optical microscope (Zeiss Observer Z1, Zeiss, Jena, Germany) and the defect distributions were determined by analysis software (AxioVision, Zeiss, Jena, Germany) using grey scale correlation. A total area of 3650 mm2 of material CS was investigated at 200 × magnification and a total area of 114 mm2 of material WS was investigated at 100 × magnification. Various defects were classified according to the technical guideline “Evaluation of inclusions in special steels based on their surface areas” (SEP 1571) [32].
34.2.3 Fatigue Tests
34.3 General Aspects of HCF and VHCF Tests
Fatigue tests were performed at three test temperatures (RT, 473 K, and 773 K) at a stress ratio of R = −1 up to 1010 cycles. Some of the fatigue tests were performed using a resonance pulsator (Amsler, Neftenbach, Switzerland) at a test frequency of about 90 Hz. Fatigue data determined by this approach are referred to as ‘90 Hz’ in the following. Above 108 cycles, the tests were stopped and considered as run-outs. The other fatigue tests were performed using ultrasonic fatigue testing equipment (UFTE) developed and produced by the University of Natural Resources and Life Sciences (Vienna, Austria) at a test frequency of about 20 kHz. Fatigue data determined by this approach are referred to as 20 kHz in the following. The physical background of this ultrasonic testing method was presented in detail by Stanzl-Tschegg [12].
Depending on the test method, different sample geometries were required. A CNC lathe was used to produce the samples used for 90 Hz fatigue tests. They had a diameter of 5 mm and a parallel gauge length of 20 mm. The surface roughness of the samples was machined to Rz = 2 μm. Fatigue tests of the 90 Hz samples at elevated temperatures were realized by using a chamber furnace around the sample and the grip system to ensure isothermal conditions. The temperature was controlled by thermocouples of type K attached at the sample's gauge length. The sample geometries used for 20 kHz fatigue tests were determined by FEM modal analysis (Ansys, Inc.) individually for each testing temperature to ensure the correct length for the desired resonance frequency of about 20 kHz. Although the total length of the samples depends on the temperature, the gauge length was always constant with a diameter of 4 mm and a parallel length of 9 mm. The samples were also machined using a CNC lathe with a surface roughness of Rz = 3 μm. An additional cooling system (EPUTEC Drucklufttechnik, Kaufering, Germany) was applied to prevent overheating at RT fatigue tests. The fatigue tests at elevated temperatures were performed by using an induction heating system (Systemtechnik Skorna, Typ S230, Sulzbach-Rosenberg, Germany). The temperature was measured by an infrared pyrometer (IMPAC IGA 140/23, LumaSense Technologies, Frankfurt, Germany). Therefore, the samples were painted with black lacquer (Dupli-Color® SUPERTHERM), which is heat-resistant up to 1073 K. In addition, a compressed air cooling system was used at elevated temperature fatigue testing to ensure a homogeneous temperature profile and maximum temperature increase during the tests ∆T to less than 10 K. Also the method a defined ratio of constrained ultrasonic pulse durations followed by a pause, which is in the following referred to as pulse/pause ratio, was used to limit sample heating during the fatigue tests. The fatigue testing system for elevated temperatures and the calibration procedure are given in detail in the following section as well as in previous work [27].
Details of the fatigue testing system for elevated temperature testing and the related calibration procedure
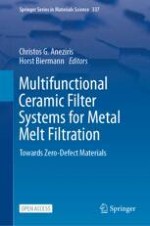
The ultrasonic fatigue testing system for elevated temperature testing was used to perform tests up to 773 K. The ultrasonic fatigue testing equipment for RT tests was extended by an induction heating system, working with a water-cooled copper coil and a high-frequency generator. In detail, the main parts of the testing system are shown in Fig. 34.1 and are referred to as ultrasonic transducer (see (1) Fig. 34.1a) to introduce the ultrasonic wave into the load path, the booster horn (see (2) Fig. 34.1a) to increase the amplitude of the ultrasonic wave, the λ-rod (see (7) Fig. 34.1b) to transmit the wave into the sample (see (8) Fig. 34.1b), and the vibration sensor (see (3) Fig. 34.1a) to measure the feedback signal of the stationary wave. In addition, the following components were included to perform the fatigue tests at elevated temperatures: the compressed air cooling system (see (4) Fig. 34.1a) aligned to different positions on the load path, the infrared pyrometer (see (5) Fig. 34.1a) focused on the centre of the sample’s gauge length (see the red laser dot in Fig. 34.1b), watercooled copper coil of the induction heating system (see (6) Fig. 34.1a) and the fibre optic sensor (MTI 2100 Fotonic-Sensor, MTI Instruments Inc., New York, USA) (see (9) Fig. 34.1b).
a. A photograph of the assembly of the fatigue test system. The system is equipped with a transducer, horn, sensor, cooling system, pyrometer, and copper coil. b. A photograph of the copper coil equipped with a lambda rod, sample, and sensor.
Fig. 34.1
Ultrasonic fatigue testing system for elevated temperatures. a Overview. b In detail: (1) ultrasonic transducer, (2) booster horn, (3) vibration sensor, (4) compressed air cooling system, (5) infrared pyrometer, (6) copper coil of induction heating system, (7) λ-rod, (8) sample, (9) fibre optic sensor. Reproduced from [27]
×
In order to perform the fatigue tests at a specific temperature, it is important that the temperature distribution is as homogeneous as possible within the sample's gauge length. However, various environmental parameters affect the distribution of the temperature, i.e. (i) material damping as a function of stress amplitude, (ii) energy input of the induction heating system, (iii) ambient temperature, (iv) thermal conduction of the entire load path, (v) thermal convection primarily influenced by the compressed air cooling system, and (vi) thermal radiation. Therefore, the compressed air cooling performance can be adjusted for each position of the load path (see orange and grey nozzles in Fig. 34.1a and b). A schematic illustration of the heat in- and output due to conduction, convection and induction is given in Fig. 34.2a. Heat input generated by the induction heating system is referred to as qI and depends on generator power settings as well as the size and the number of windings of the copper coil. The controller of the induction heating system, which was a Labview (National Instruments, Austin, USA) based application, used the signal of the infrared pyrometer as the controlled variable, which is determined at the centre of the sample (see red dot in Fig. 34.1b). Further heat input is generated by the damping of the material and is referred to as qD. The amount of heat input over time due to material damping depends, in general, on the tested material as well as the applied stress amplitude and the pulse/pause ratio. Therefore, a sufficient cooling system and a reasonable pulse/pause ratio are necessary at RT experiments. At elevated temperature experiments, the heat input due to damping can be used to keep the test temperature while less power from the induction heating system is required. However, material damping leads to higher temperatures at the centre of the sample. Therefore, sufficient cooling is required also at elevated temperature experiments, i.e. heat output due to convection qK. The optimum cooling setting is ensured by individual flow rates of each cooling point on the load path (see orange and grey nozzles in Fig. 34.1a and b). Furthermore, heat output occurs due to conduction qK over the whole load path, i.e. from the threaded side of the sample into the λ-rod up to the booster horn as well as from thermal radiation qTR. A homogeneous temperature profile can be achieved by well-balanced settings of the parameters determining heat in- and output. Homogeneous temperature distribution was verified using a thermocamera (VarioCAM hr head 780, INFRATEC, Dresden, Germany) An example of the temperature field is shown in the thermograms of samples during fatigue tests at 473 K and 773 K in Fig. 34.2b and c, respectively.
a. A diagram of the sample placed inside the copper coil with the input of q K, q I, and q D, and the output of q T R and q K. b and c have the thermal distribution profile of the sample. b. The overall sample has a higher temperature. c. The central region of the sample has the highest value.
Fig. 34.2
Thermal condition of a sample during the fatigue experiment. a Schematic illustration of heat in- and output. Thermogram of a sample tested at b 473 K and c 773 K. Reproduced from [27]
×
The calibration of the UFTE for each series of ultrasonic fatigue samples is a mandatory procedure to perform fatigue tests at the desired stress amplitude. In general, this procedure provides the correlation between vibration amplitude set at the UFTE and the resulting strain in the centre of the sample’s gauge length. This was achieved at RT by using strain gages (KFG-1-120-C1, Kyowa Electronic Instruments, Tokyo, Japan) clued in the middle of the gauge length. The values of these strain gages were correlated with the vibration amplitude by data extrapolation on the base of three specified amplitudes. The available vibration amplitude during the calibration is limited by the maximum stress that can be applied to the strain gages. Therefore, an extrapolation of the data is necessary due to the usually higher strain than the strain gages can tolerate during the fatigue experiment. At elevated temperatures, strain gages are not applicable especially in the case of an induction heating system due to the induction of a voltage to the strain gage, which makes strain measurement by strain gages almost impossible while induction heating. Thus, the displacement of the sample during the fatigue test was considered as an additional parameter to determine the correlation between strain in the centre of the sample and the vibration amplitude of the UFTE. In particular, it is indispensable to perform calibration at elevated temperatures for materials with a significant change of Young's modulus as a function of temperature, e.g. the investigated steel 42CrMo4.
A fibre optical sensor has been used to measure the displacement at the unthreaded end of the sample as shown in (9) of Fig. 34.1b. Optical displacement measurement is very well applicable for fatigue tests at elevated temperatures and was already reported by several authors [21, 22, 24]. A calibration method for elevated temperature was applied, where strain and displacement measurements were performed simultaneously at RT and solely displacement measurements were conducted at elevated temperatures. The stress amplitude was, therefore, calculated as a function of temperature according to Eq. (34.1). The equation includes the temperature-dependent parameters displacement ∆xT and Young’s modulus ET, and the parameter κ, which is temperature independent
The parameter κ is calculated according to Eq. (34.2) and includes the ratio between samples displacement ∆xRT to strain εRT at RT as well as the elongation of the samples gauge length l0 due to thermal expansion α owing to temperature increase ∆T. Consequently, the value of κ has the dimension of a length.
This approach delivers the correlation between stress amplitude σa and displacement ∆x as a function of temperature. Therefore, the vibration amplitude of the UFTE has to be adjusted to the temperature dependent displacement of the sample for each test temperature. As shown in Fig. 34.3, there is a linear relation between vibration amplitude, e.g. three supporting points at 100, 200 and 300, and displacement with different slopes depending on the temperature. Therefore, it is possible to extrapolate the vibration amplitude (VA) of the UFTE for specific displacements and, consequently, for specific stress amplitudes since the correlation between stress and displacement is given in Eq. (34.1).
A scatter plot of vibration amplitude and slope versus displacement and temperature. 2 plots are distributed uniformly on either side of the slope, decreasing from (5.75, 6.75) to (21.2, 6). Several spectral lines follow an increasing trend between 100 and 300. Values are estimated.
Fig. 34.3
Exemplarily calibration results of material WS(HT2) for 773 K fatigue tests. Vibration amplitude versus displacement curves (coloured lines) and slope vs temperature (black triangles and dashed line). (*) Slope at 773 K calculated by extrapolation from lower temperatures
×
In the case of higher temperatures, surface oxidation affects the displacement measurement. Since the displacement measurement via fotonic sensor is very sensitive concerning the reflected light from the surface, Ni-coating of the surface was performed for calibration samples, which is sufficient up to 673 K. The slope to 773 K (see (*) in Fig. 34.3) was determined by extrapolation using linear regression. (see grey dashed line in Fig. 34.3). Consequently, the correlation between VA and displacement can also be determined at 773 K even if no direct measurement of displacement is possible at this temperature. The accuracy of the calibration procedure depends on precise strain measurements at RT using strain gages, displacement measurements at RT and elevated temperatures using fibre optic sensor and the correct value of Young’s modulus at each test temperature.
34.3.1 Fractography
The fractographic analysis of fracture surfaces of failed samples is substantially important in the understanding of the mechanisms leading to fatigue failure. Thus, an optical microscope (Zeiss Discovery V20, Jena, Germany) and SEM were utilized to perform fracture surface analysis. The following typical features on the fracture surface were determined: (i) the fatigue failure initiating defect, (ii) the size of the defect approximated as an ellipse given as √area, (iii) the diameter of the fisheye (FiE) in case of presence, the diameter of the fine granular area (FGA) in case of presence, and (v) the shortest distance between the fatigue failure initiating defect and the sample’s surface. Reduced surface roughness is typical for the area within the FiE compared to the region of the fracture surface outside the FiE. Furthermore, the formation of an FGA inside the FiE can occur due to an internal defect, which is a frequently observed phenomenon in the VHCF range, especially for high strength steels [33]. The occurrence of an FGA depends on the size of the defect, i.e. only relatively low values of defect-related SIF (about < 5 MPa√m) lead to FGA formation. The FGA is characterized by a fine granular layer due to the coalescence of micro-debonding [1, 34].
A decrease of the resonance frequency of approximately 75 Hz is used to declare samples tested at 20 kHz as failed, whereas the number of cycles to failure was determined after the samples broke during the fatigue tests for samples tested at 90 Hz. For the fractographical investigations, the samples of the stopped tests were broken. Therefore, they were cooled in liquid nitrogen and opened, finally, by slight mechanical impacts without any influence on characteristic features of fatigue failure. Samples without a decrease in the resonance frequency reaching more than 109 cycles (20 kHz) or reaching more than 108 cycles (90 Hz) were declared as runouts. Fracture surfaces of all samples tested at 20 kHz or 90 Hz were investigated by SEM or optical microscopy, respectively.
Concerning the presence of different types of defects, i.e. different chemical compositions, energy-dispersive X-ray spectroscopy (EDX) was performed.
34.3.2 Fatigue Lives
The fatigue strength of the investigated batches of the steel 42CrMo4 was influenced by various material properties, e.g. tensile strength, hardness, ductility and present defects. The damage mechanisms leading to fatigue failure depended on these material properties as well as the apparent microstructure. Temperature as an environmental influence affects these material properties as well. Since crack growth was in question as the dominant mechanism leading to fatigue failure instead of crack initiation, the influence of temperature has to be considered. Therefore, a model for short crack growth using elastic–plastic fracture mechanics (EPFM) based on considerations of Miller [6‐9] was applied to the experimental data.
The applied crack growth model is based on the model introduced by Chapetti [30, 31]. It considered the difference between stress intensity factor (SIF) range ∆K and SIF range threshold ∆Kth as an effective parameter, which was first introduced by Zheng and Hirt [35] as one of the various generalisations of Paris’ law already published [36‐38] in the past (see Eq. (34.3)). To correlate the model of short crack growth to the data of the fatigue experiments performed with the investigated batches of steel 42CrMo4 in the HCF and VHCF range, Eq. (34.4) was derived from Eq. (34.3) to calculate the number of cycles to failure Nf.num. Here, the difference between the SIF range and SIF-threshold range (∆K-∆Kth) as well as the material coefficients C and m have to be determined. ∆K was calculated as a function of the stress range and the crack length a (see Eq. (34.5)). The value of Y depends on the applied type of crack and load. Finally, the integration over the crack length a has to be carried out to calculate the number of cycles to failure. The application of the short crack growth model by Chapetti [30, 31] on the fatigue data of the investigated steel 42CrMo4 in the HCF and VHCF range was published in detail in earlier work [27, 28].
$$\frac{da}{{dN}} = C{*}\left( {\Delta K - \Delta K_{{{\text{th}}}} } \right)^{{\text{m}}}$$
∆Kth for long crack propagation consists of two parts: (i) intrinsic ∆KdR and (ii) extrinsic SIF range ∆Kc. ∆KdR is determined by the plain fatigue limit of the material as well as the distance to a microstructural barrier, e.g. grain boundary, which is also sufficient to arrest short crack growth [39] according to Eq. (34.5). The distance to a microstructural barrier corresponds to the size distribution of the microstructure, i.e. the distance is equal to the size of a martensite plate regarding the investigated steel 42CrMo4. ∆Kc is determined by various values, e.g. a material constant on the difference between the thresholds of crack growth for long cracks ∆KthR and the microstructure depending on the shortest barrier, and increases with the crack length a up to saturation. In the following, the unit system for crack propagation and SIF is [m/cycle] and [MPa√m], respectively.
The crack growth starts with the initial length of a0 up to the length until failure af. Both values have to be derived from the fracture surfaces of each sample (see Fig. 34.4), i.e. ao and af are related to the defects size and the FiE’s size, respectively. Therefore, the values of ao and af were derived from the area of the defects, i.e. approximated as an ellipse, and finally calculated according to Eq. (34.6). It is assumed that the majority of fatigue life is consumed when the crack reaches the size of the FiE. Only a few cycles are still needed for crack growth outside the FiE up to final failure. In cases, where no FiE was observed, the crack length until failure af was assumed as the shortest distance between the defect and the sample's surface.
$$a = \sqrt {\frac{area}{{\uppi }}}$$
(34.6)
A surface morphology of the sample has a cracked surface, and a circular area with a diameter of a f is marked on the surface. The specific site at the center of the circular area is magnified at 50 micrometers. A circular region with a diameter of a 0 is marked.
Fig. 34.4
Schematic illustration of the determination of initial crack length a0 and fatigue crack length af using fracture surface analysis. Reproduced from [28]
×
This procedure allowed the calculation of the number of cycles to failure Nf.num, based on the results and observations of the fatigue experiments and the fracture surface analysis. The remaining parameters C, m and ∆KthR to calculate the number of cycles to failure Nf.num (see Eq. (34.4)), which were referred to as free parameters of the short crack growth model in the following, were determined by calculating the highest correlation between experimental and the calculated number of cycles to failure Nf and Nf.num, respectively. Therefore, various sets of these free parameters were applied.
34.4 Results
34.4.1 Materials Characterization
The cast (CS) and the wrought state (WS) of the steel 42CrMo4 were investigated in the present study. Batch CS was subject to the heat treatments HT1 and HT2 whereas batch WS was subject to HT2 (see details on heat treatment in Sect. 34.2.1 Materials). Characteristic properties of all investigated materials were determined at RT, 473 K and 773 K, i.e. yield strength at 0.2% plastic strain (Rp0.2), ultimate tensile strength (UTS), elongation at fracture (Af) and Vickers hardness (HV10), as given in Table 34.1
Table 34.1
Characteristic properties of steel 42CrMo4 at 295 K, 473 K and 773 K according to [27, 28]; * hardness values at 473 K and 773 K were derived from UTS according to DIN EN ISO 18265
CS(HT1)
CS(HT2)
WS(HT2)
Temperature [K]
295
473
773
295
473
773
295
473
773
Rp0.2 [MPa]
844
733
556
1179
1006
597
1163
1006
700
UTS [MPa]
1000
927
663
1251
1188
793
1260
1206
760
Af [%]
12
11
22
10
9
18
6
5
13
HV10
320
290*
205*
420
370*
250*
425
376*
237*
Microstructures of all three materials were investigated using EBSD. The crystallographic orientation distributions and the grain sizes were determined. All materials showed a microstructure characterized by tempered martensite (see Fig. 34.5) and no pronounced texture. The values of the grain size were evaluated as 5.5 µm ± 4.3 µm, 1.9 µm ± 1.5 µm and 1.5 µm ± 0.9 µm, for CS(HT1), CS(HT2) and WS(HT2), respectively.
3 E B S D scans of C S and W S samples at 30 micrometers. The morphology of the samples has a martensite region, which is represented by the different color codes. A gradient triangle for the distribution with normal direction is given beside.
Fig. 34.5
EBSD scan of investigated materials with inverse pole figure according to the surface normal. a CS(HT1). b CS(HT2), c WS(HT2). Reproduced from [28]
×
The classification of defects is based on SEP 1571 [32]. An overview of types of defects and their characteristic features are given in Table 34.2. This classification considers the following characteristic features of the defects: (i) the deformability, (ii) the form, (iii) the distribution, and (iv) the typical representative. Here, NMIs were designated as type A, BC and D defects with type BC as a combination of type B (Al2O3, MgO) and C (SiO2). Microshrinkes are defined in this work as defect type MS. NMIs were present in the wrought material WS(HT2) and microshrinkages as typical defects for cast materials were present in both materials of the cast batch CS(HT1) and CS(HT2). NMIs have to be assumed as present also in the cast materials CS(HT1 and HT2) due to the manufacturing process. However, the detrimental effect of cast defects such as microshrinkages is significantly higher due to their size and morphology. Consequently, microshrinkages were the dominant defects leading to fatigue failure in all cases of the investigated cast batch. The corresponding defects observed by fracture surface analysis are shown in Fig. 34.7.
Table 34.2
Overview of types of defects and their characteristic features examined in this work (based on SEP 1571 [32]) according to [28]
Type
A
BC
D
MS
Representative
MnS
Al2O3, MgO, SiO2
Al2O3, MgO, CaS
Microshrinkage
Deformability
Yes
Al2O3, MgO no
Oxide no
Yes
SiO2 yes
Sulfide yes
Form
Elongated
Crumbled or elongated
Globular
Random
Distribution
Stringer
Stringer
Random
Random
34.4.2 Fatigue Testing
The fatigue data of the investigated batches of steel 42CrMo4 tested at RT, 473 K and 773 K are shown in Fig. 34.6. Experiments performed at 90 Hz and 20 kHz testing frequencies are marked by triangles and squares, respectively. The regression lines were calculated concerning the combined 90 Hz and 20 kHz fatigue data at each test temperature. The maximum likelihood method based on the approach by Pascual and Meeker [40] was used to calculate the regression line for 50% failure probability as well as the regression lines for 5% and 95% failure probability, which are marked by coloured areas with respect to the test temperatures. The influence of the test temperature on the fatigue strength of each material is clearly seen in Fig. 34.6, i.e. the fatigue strength decreased with an increase in temperature and showed the highest values at RT and lowest at 773 K. For all materials, the decrease in fatigue strength from RT to 473 K was moderate compared to the decrease to 773 K. Table 34.3 shows characteristic values of the SN-curves, i.e. calculated fatigue strength at 106 and 109 cycles for each test temperature as well as the slope parameter k* (see Eq. (34.7)) and the scatter TN.
3 scatter plots of stress amplitude versus the number of cycles to failure. a. 3 plots are distributed on either side of 3 fit lines from 0 to 450. b. 6 plots are distributed on each side of the decreasing fit lines. c. 6 plots are distributed on either side of the fit lines from 150 to 650.
Fig. 34.6
Stress versus number of cycles to failure (SN) curves of steel 42CrMo4 at RT (blue), 473 K (orange) and 773 K (red) including runouts (black arrows). a Material CS(HT1). b Material CS(HT2). c Material WS(HT2). Reproduced from [28]
Table 34.3
Characteristic parameters of SN-curves of the cast (CS(HT1), CS(HT2)) and the wrought (WS(HT2)) steel 42CrMo4 at RT, 473 K and 773 K. Values of material WS(HT2) at RT based on data of 90 Hz experiments (blue solid line in Fig. 34.6c) are marked as a, values of material WS(HT2) at RT based on data of 20 kHz experiments (blue dashed line in Fig. 34.6c) are marked as b. Values of the fatigue strength of material CS(HT1) at 106 cycles are beyond the calculated SN-curve and, therefore, marked as not available (NA). Data of CS(HT2) and WS(HT2) according to [28] and Data CS(HT1) according to [27]
Material state
CS(HT1)
CS(HT2)
WS(HT2)
Temperature [K]
295
473
773
295
473
773
295
473
773
Fatigue strength σa.1 at 106 [MPa]
415
NA
NA
445
380
325
515a
435
335
Fatigue strength σa.2 at 109 [MPa]
346
295
160
340
265
145
480b
320
180
Slope parameter k* = ∆log(Nf = 109)/∆log(σa.2)
57
30
11
48
21
10
32b
40
11
TN = 1: (NPs = 5%/NPs = 95%)
>1000
79.7
2.5
>1000
>1000
7.9
>1000
640
18
×
The cast material CS(HT2) showed slightly higher fatigue strength compared to CS(HT1). It has to be noted that for CS(HT1) only fatigue data of 20 kHz test frequency were available. For CS(HT1) a decrease in calculated fatigue strength at 109 cycles was observed from RT to 473 K and 773 K by 15% and 54%, respectively. For CS(HT2) a decrease in calculated fatigue strength at 109 cycles was observed from RT to 473 K and 773 K by 22% and 57%, respectively. Also, the slope parameter k* and the scatter TN showed their lowest value at 773 K, i.e. k* = 11 and TN = 2.5 for CS(HT1) and k* = 10 and TN = 7.9 for CS(HT2).
Batch WS showed superior fatigue strength at each test temperature compared to both materials of CS batch. The scatter TN of the fatigue data was in all cases significantly higher at RT and 473 K compared to 773 K. This is due to the low slope of the calculated SN-curve at lower temperatures as shown by the lowest values of slope parameter k* at 773 K. Only a small number of runouts was observed at a test temperature of 773 K, whereas runouts occurred more frequently at temperatures below 773 K.
The wrought material WS(HT2) shows a significant difference of the fatigue data obtained at 90 Hz or 20 kHz at RT. Thus, two separate SN-curves were calculated, whereby the 20 kHz SN-curve is approximately 100 MPa above the 90 Hz SN-curve. At 473 K and 773 K, one SN-curve was calculated for each temperature including both 90 Hz and 20 kHz fatigue data. According to the calculated values of the SN-curves at each test temperature (see Table 34.3), it is shown that the fatigue strength at 109 cycles decreased from RT to 473 K and 773 K by 33% and 62%, respectively. Furthermore, the slope parameter k* and the scatter TN decreased significantly with an increase in test temperature with its lowest value of k* = 11 and TN = 18 at 773 K.
34.4.3 Fractography and Defect Distribution
The fracture surfaces of all failed samples were observed using SEM and optical microscopy. The types of defects leading to fatigue failure, based on the classification by SEP 1571 [32] (see Table 34.2), were determined. An overview of defects observed by SEM is given in Fig. 34.7a-d. EDS was used to confirm the observed defects according to the classification. Therefore, 204 fracture surfaces were analysed by SE- or light microscope. It revealed that the following defects were observed only in material WS(HT2): (i) globular alumina (type D), (ii) alumina-cluster (type BC), and (iii) elongated manganese-sulphide (type A). Microshrinkages (type MS) were only observed in the cast materials CS(HT1) and CS(HT2), which is related to the manufacturing process. In most cases, no FGA was observed for both CS and WS batches. The √area concept of Murakami [41] was applied to express the size of the defects.
No dependencies were found for the size of the defects and the shortest distance to the sample surface with respect to the number of cycles to failure. However, there is a dependency on the size of the FiE and the distance of the defect to the sample surface (see highlighted data points coloured in red in Fig. 34.8) at 773 K. Fracture surfaces of samples tested at lower temperatures showed no clear dependency and, in general, frequently lower values of FiE size (cf. 295 K and 473 K to 773 K in overview and detailed view of Fig. 34.8).
4 SEM images of D, B C, A, and M S materials at 20, 100, and 200 micrometers. a. The morphology of the sample has a sphere-shaped cast material. b to d. The morphology of the sample has a cracked surface.
Fig. 34.7
Defects observed by SEM present in wrought material WS, (a–c) and cast material CS, (d). a Alumina (globular). b Alumina-cluster. c MnS (elongated). d Microshrinkage. Reproduced from [28]
2 scatter plots of radius of fisheye versus distance from defect to surface. a. Several plots are distributed uniformly on either side of the fit line, increasing from (0, 0) to (2000, 2000). b. Several plots are distributed throughout the graph between (0, 0) and (500, 500). Values are estimated.
Fig. 34.8
Fisheyes radius vs shortest distance of defect to the surface for all materials of both batches CS and WS at RT, 473 K and 773 K. Data points for 295 K and 473 K tests partially illustrated transparently
×
×
The distribution of defect types with respect to the classification according to the technical guideline SEP 1571 [32] (see Table 34.2) and the test temperature are given in Fig. 34.9. The sizes of observed defects of type MS (microshrinkages) tended to increase with an increase in test temperature up to 773 K, however, even with a high scatter of the √area parameter. Defects of type A (elongated manganese-sulphide) showed the lowest mean values of √area parameter at each temperature. However, the majority of type A observed for RT (11) and 473 K (16) and only a few (3) at 773 K. In contrast, defects of type BC (large alumina-cluster) occurred only rarely at RT (4) and considerably more at 473 K (9) and 773 K (13). Majority of fatigue failure relevant defects were alumina containing defects, i.e. types D (globular alumina) and BC. These defects showed the lowest and the highest mean values of √area parameter in material WS(HT2), respectively. Previous investigations [28] showed that the largest defects within the test volume of the samples cause fatigue failure with the highest probability whether NMIs or microshrinkages.
3 box plots of area versus temperature. The values are plotted for A, D, B C, and M S. At 295 Kelvin, M S has the highest value at 225. At 473 Kelvin, B C has the highest value at 260. At 773 Kelvin, M S has the highest value at 375. Values are estimated.
Fig. 34.9
Distribution of defect size (√area parameter by Murakami [42]) observed by fracture surface analysis with respect of defect classification according to Table 34.2 and test temperature. The amount of each type of defect is given in brackets. A: MnS (elongated), BC: Alumina-cluster, D: Alumina (globular), MS: Microshrinkage. Partly reproduced from [28]
×
34.4.4 Fatigue Life Prediction
The crack growth model according to Chapetti [30, 31] was applied to the investigated materials CS(HT1 and HT2) and WS(HT2). The results of fracture surface analysis, i.e. defect size, FiE size and shortest distance to the surface, as well as the fatigue data, i.e. the number of cycles to failure and the applied stress amplitude, were utilized for the calculations. According to Eq. (34.8), the numbers of cycles to failure Nf.num were calculated, which required the determination of the intrinsic and extrinsic SIF range and enables also the calculation of k according to Eq. (34.9). The calculation of the intrinsic SIF range ∆KdR required assumptions concerning the size of the microstructural barrier b and the plain fatigue limit, i.e. the grain size and the particular stress amplitude at 109 cycles were used for this purpose, respectively. The intrinsic SIF range then increases with increasing crack length a and the extrinsic SIF range can be derived from the ratio between the current intrinsic SIF range and the threshold value for long crack propagation ∆KthR.
Multiple sets of different combinations of the free parameters C, m and ∆KthR were applied to Eq. (34.8) to find the best possible approximation of Nf.num to the experimental values of Nf, for each material at each test temperature. They were varied in range and spacing, i.e. 10–20 < C < 10–11 [MPa√m] (logarithmically spaced, values per decade = 10), 0.5 < ∆KthR < 13 [MPa√m] (linearly spaced, step size ≤ 0.2), and 2 < m < 12 (linearly spaced, step size ≤ 0.2). The number of variations of the parameters C, m and ∆KthR were adapted with respect to expectable values to minimize the number of calculation loops. The individual initial (a0) and the final (af) crack lengths were derived from the area (measured as a polygon) of the defect and the FiE according to Eq. (34.6) as shown in Fig. 34.4, respectively. The application of the short crack growth model, i.e. the calculation of the numbers of cycles to failure, showed a reasonably good agreement with the experimentally determined number of cycles to failure at 773 K using 90 Hz and 20 kHz fatigue tests and absolutely no agreement at lower temperatures. The fitting parameters of the model using the fatigue data and results of the fracture surface analysis of samples tested at 773 K are given in Table 34.4.
Table 34.4
Fitting parameters of the applied short crack growth model by Chapetti [30, 31] for fatigue tests performed at a temperature of 773 K and a stress ratio of R = -1 according to [27, 28]
Material
∆KdR
∆KthR
σa (N = 109)
b
m
C
R2
MPa√m
MPa√m
MPa
μm
–
MPa√m
–
CS(HT1)
1.3
3.8
160
5.5
3.0
4.6 × 10–14
0.92
CS(HT2)
0.7
2.3
145
1.9
4.2
3.0 × 10–13
0.96
WS(HT2)
0.8
1.7
180
1.5
4.6
2.2 × 10–13
0.92
A significant correlation of calculated and experimentally determined values of the number of cycles to failure was observed only at 773 K, i.e. R2 = 0.92, 0.96 and 0.92 for materials CS(HT1), CS(HT2) and WS(HT2) respectively. However, no dependency between Nf.num and Nf was achieved through the application of the short crack growth model to fatigue tests at lower temperatures of RT and 473 K (Fig. 34.10).
A scatter plot of the N f num crack growth model versus the N f experimental. 5 plots for C S and W S are distributed uniformly on either side of the fit line, increasing from (10 powered 5, 10 powered 5) to (10 powered 10, 10 powered 10). Values are estimated.
Fig. 34.10
Correlation of calculated and experimentally obtained number of cycles to failure using individual initial (a0) and final crack lengths (af) derived from fracture surface analysis. The black line indicates the coincidence of Nf.num and Nf
×
34.5 Discussion
34.5.1 Application of Test Frequency on Fatigue Livetimes of Quenched and Tempered Steel 42CrMo4
Fatigue tests were performed at 90 Hz and 20 kHz test frequencies at temperatures of RT, 473 K and 773 K on wrought and cast batches of steel 42CrMo4, which has been subjected to two different quenching and tempering treatments. As a consequence, materials that received HT2 showed, in general, higher values of tensile strength and hardness due to smaller grain sizes compared to the material that received HT1. As already discussed by Murakami [41] on tempered steel, there is a linear relationship between hardness and the fatigue limit up to approximately a hardness of 400HV. Steels with higher hardness are characterized by an increased sensitivity to inclusions and small defects, which can decrease the fatigue limit [41]. The influence of different types of defects present in the investigated wrought and the cast batches are discussed in detail in the following.
Since two different fatigue testing systems were used operating at 90 Hz and 20 kHz test frequencies, a frequency effect, which would manifest in significantly different SN-curves has to be considered. The magnitude of frequency effects can be influenced by e.g. the crystal lattice structure, surface quality, atmosphere, sample geometry and strain rate during the fatigue tests [3, 43‐45]. No influence of testing frequencies was observed for batches CS at all three temperatures as well as batch WS at 473 K and 773 K. Batch WS showed only at RT a difference in the SN-curves for 90 Hz and 20 kHz fatigue tests. Therefore, the reason for the behaviour of material WS(HT2) at RT with a high amount of runouts at a wide range of stress amplitudes is not clear yet. An increased sensitivity to crack initiation at inclusions, such as the NMIs present in the wrought material, can be assumed since the hardness was above 400HV as already discussed by Murakami [41]. Further influencing factors for a frequency effect, e.g. different surface roughnesses or notches, can be excluded since the quality of all samples was almost identical.
The results of the fatigue tests showed a decrease in fatigue strength due to an increase in the test temperature for each investigated material, i.e. WS(HT2), CS(HT1) and CS(HT2) as shown in Fig. 34.6 and Table 34.3. This is in agreement with considerations of Murakami [41] and Chapetti [46] regarding the temperature dependence of UTS as well as Vickers hardness. The percentage decrease of hardness HV10, UTS and the resulting decrease in fatigue strength at 109 cycles for elevated temperatures in relation to the values at RT is given in Table 34.5.
Table 34.5
Percentage decrease of hardness HV10, UTS and fatigue strength at 109 cycles for elevated temperatures in relation to the values at RT. Values at RT are given in the corresponding unit and values at elevated temperatures in percentage relation to RT values
CS(HT1)
CS(HT2)
WS(HT2)
Temperature [K]
295
473
773
295
473
773
295
473
773
HV10 [%, %]
320
−10
−36
420
−12
−40
425
−12
−44
UTS [MPa, %, %]
1000
−7
−34
1251
−5
−37
1260
−4
−40
Fatigue strength σa.2 at 109 [MPa, %, %]
346
−15
−54
340
−12
−57
480
−33
−62
Material CS(HT2) showed significantly higher values of tensile strength and hardness (see Table 34.1) compared to material CS(HT1). However, no increase in fatigue strength was observed due to the different heat treatments as expected from the literature [5]. The wrought material WS(HT2) showed the highest fatigue strength at each temperature compared to both materials CS(HT1) and CS(HT2) of the cast batch. This superior fatigue strength can not be explained by the quasi-static properties of the material, e.g. the values of hardness or tensile strength since they are comparable for HT2 treatment of CS and WS batches. Therefore, the influence of the defects on the fatigue strengths has to be considered in detail.
34.5.2 The Detrimental Effect of Internal Defects on the Fatigue Strength
A classification of different defects based on the technical guideline SEP 1571 [32] and the results of the fracture surface analysis was established (see Table 34.1). Defects of type MS (microshrinkages) were observed only in materials CS(HT1) and CS(HT2). NMIs, i.e. defects of type D (globular alumina), BC (alumina-cluster) and A (elongated manganese-sulphide), were observed only in material WS(HT2). The distribution of defects leading to fatigue failure at the different test temperatures (see Fig. 34.9) revealed the following results: (i) elongated manganese-sulphides were more frequently fatigue crack initiating at RT and 473 K compared to only a few samples that failed at 773 K due to this type of defect, (ii) alumina-clusters were more frequently crack initiating at 773 K compared to a decreasing number of samples which failed at RT and 473 K, and (iii) globular aluminas caused fatigue failure by similar frequencies at all three temperatures. Thus, it appears that defects containing alumina, i.e. type D (globular alumina) and BC (alumina-cluster), tend to be more detrimental with increasing temperature compared to the defect type A containing manganese-sulphides, which tends to be more detrimental at lower temperatures. The defects present in all materials CS(HT1), CS(HT2) and WS(HT2) exceed the threshold value for FGA formation of approximately 4.2–5 MPa√m [3, 47‐51] due to their size, which explains the absence of an FGA in most of the investigated fracture surfaces. Regarding the superior fatigue strength of material WS(HT2) compared to material CS(HT2) with equivalent characteristic properties (cf. Rp0.2, UTS, Af, HV10 in Table 34.1 or grain sizes of 1.9 µm ± 1.5 µm for CS(HT2)) and 1.5 µm ± 0.9 µm for WS(HT2), the fundamental difference concerning the detrimental effect of the defects, i.e. NMIs and microshrinkages, has to be considered. Thus, these defect types will be discussed in more detail in the following.
Within the group of NMIs, different chemical compositions and morphologies lead to different properties of these defects. In general, the manganese-sulphide containing defects of type A are characterized by relatively low values of hardness compared to the surrounding steel matrix as well as a significant decrease in hardness at elevated temperatures [52, 53]. Manganese-sulphide NMIs reveal a value of thermal expansion at RT of about αth ≈ 18.1 × 10–6 K−1 [52]. Contrary to this, alumina containing NMIs of types D and BC are characterized by relatively high values of hardness compared to the surrounding steel matrix, low sensitivity of the hardness due to increasing temperatures and only a slight change of ductility at elevated temperatures of 773 K [52, 54, 55]. Alumina containing NMIs reveal a value of thermal expansion at RT of about αth ≈ 8.3 × 10–6 K−1 [52]. NMIs with a different value of thermal expansion than the surrounding matrix, i.e. low alloy steel (αth ≈ 12 × 10–6 K−1 at RT) lead to additional internal stress fields due to heating or cooling of the material. According to Ånmark et al. [52], NMIs with higher values of thermal expansion than the matrix results in additional stress in the matrix around the NMI (cf. defect type A) when heating. On the other hand, NMIs with lower values of thermal expansion than the matrix result in additional stress in the NMI (cf. defect type D and BC) when heating. The absolute value of thermal expansion mismatch between steel matrix and each type of NMI is comparable. However, manganese-sulphide NMIs as root cause for the fatigue failure were observed more frequently at RT and 473 K but only a few at 773 K (see Fig. 34.9). In contrast, alumina containing NMIs of types D and BC were observed as root cause for the fatigue failure approximately evenly at each temperature. This leads to the assumption, that NMIs hardness is more significant concerning the detrimental effect of the defects since manganese-sulphide containing defects are characterized by significantly lower values of hardness compared to alumina containing NMIs. Therefore, defect type A (elongated manganese-sulphide) is expected less detrimental due to lower hardness and significant hardness reduction at elevated temperatures compared to defect types D (globular alumina) and BC (alumina-cluster) with higher values of hardness and low influence of the temperature on the hardness.
In the cast materials, the fatigue relevant defect is type MS (microshrinkage). The fracture surface analysis revealed an increasing defect size (as √area parameter) with increasing test temperature, i.e. median line at 138 μm at RT, 142 μm at 473 K and 197 μm at 773 K (see Fig. 34.9). Thus, it is recognized that the tolerable defect size increased at elevated test temperatures from RT up to 773 K. Furthermore, the notch effect has to be considered as an influencing factor on the fatigue strength of materials CS(HT1) and CS(HT2) due to the size and morphology of the cast defects. The notch effect is less detrimental at elevated temperatures (773 K) compared to lower temperatures (RT, 473 K) [38, 56‐58]. However, the morphology of the cast defects concerning multiple spots of stress concentration and, therefore, the origin of crack nucleation highly depends on the morphology of the defects [59, 60].
34.5.3 Fatigue Life and Damage Mechanism at Various Temperatures
All investigated materials showed a dependency of a decrease in fatigue strength at an increase in temperature. The highest fatigue strengths of each tested material were always observed at RT and the lowest fatigue strengths at 773 K. Based on the results of the fatigue tests, the fracture surface analysis, the material characterization and the application of the short crack growth model, two main aspects were considered with respect to the temperature dependency of the observed fatigue lives: (i) change of quasi-static materials’ properties, and (ii) change of the damage mechanism leading to fatigue failure from RT to 773 K.
As already shown in Table 34.1, Vickers hardness and tensile strength of all batches of the steel 42CrMo4 decreased with an increase in temperature. However, there was only a minor decrease in these values from RT to 473 K, but a significant decrease at 773 K. Therefore, the temperature-dependent quasi-static materials’ properties have to be related to the decrease in fatigue strengths of the investigated materials, which is in agreement with the considerations of Chapetti [46] and Murakami [41]. Comparing materials CS(HT2) and WS(HT2), values of UTS, tensile strength, hardness and elongation to fracture (see Table 34.1) are comparable but the results of the fatigue tests were different. At 109 cycles to failure, the fatigue strength of material CS(HT2) was lower than WS(HT2) at each test temperature, i.e. a reduction of the fatigue strength of material CS(HT2) compared to material WS(HT2) by 29% at RT, 17% and 473 K and 19% and 773 K. The higher fatigue strength of material WS(HT2) can be addressed to the more or less detrimental effect of different types of defects. The batch WS failed only on NMIs and the batch CS failed only on microshrinkages. The present NMIs (see Table 34.2) were apparently less detrimental compared to the microshrinkages as already discussed above. Concerning the size distribution of defects leading to fatigue failure (see Fig. 34.9) as observed by fracture surface analysis, the lower fatigue strength of samples including microshrinkages is justified due to their significantly larger size than the NMIs. This dependency of fatigue strength on the size (as √area parameter) of the defects was already reported by Murakami [42] as linear related in a double logarithmic scale for annealed medium carbon steels.
As a result of the fracture surface analysis, a dependency of the size of the FiE and the distance of the defects to the sample’s surface was found (see Fig. 34.8). This dependency was significant for samples tested at elevated temperatures of 773 K and indistinct at lower temperatures. Therefore, it was assumed that the fatigue life of the investigated batches of 42CrMo4 at 773 K was dominated by crack growth and not as typical at RT by crack initiation. This assumption was confirmed by the applicability of the short crack model by Chapetti [30, 31] using for each sample tested at 773 K the fatigue data and individual defect characteristics. Based on the distinct regimes of crack growth introduced by Miller [6‐9] as well as the microstructural investigations and results of the short crack growth model, we assume a three-stage damage mechanism.
Crack nucleation occurs in stage I, i.e. a crack initiated preferably at the interface of the defect and the steel matrix. In the case of batches CS, only microshrinkages were crack initiation sites. In the case of batch WS, NMIs yielded crack initiation, whereas, the frequency of elongated manganese-sulphide as fatigue relevant defect decreased with increasing test temperatures and alumina containing NMIs were observed at all temperatures approximately at the same frequency (cf. type of defects in Fig. 34.9). In this stage, the crack propagation after initiation was characterized by the localisation within an individual grain and an incremental increase of the crack length due to the release of a small number of dislocations at the crack tip during one loading cycle. Under these conditions, the microstructurally short cracks according to Miller [9] were assumed to develop simultaneously at multiple preferred locations in the interior of the sample. The growth rate of those cracks is expected to decelerate or they arrested when reaching the microstructural barrier, e.g. grain boundary. Moreover, it is assumed that crack nucleation and growth of microstructurally short cracks occurred more or less instantaneously at 773 K if the stress amplitude was high enough. Therefore, the crack resistance at 773 K was significantly lower compared to RT and 473 K, which is in agreement with lower fatigue strength at 773 K and reduced scatter since overcoming the microstructural barrier is favoured at 773 K (see fatigue strength and scatter in Fig. 34.6).
By overcoming the microstructural barrier, stage II of damage is reached. It is assumed that stage II crack growth occurred only inside the FiE. The threshold value to overcome the barrier ∆KdR was calculated separately for each material at RT, 473 K and 773 K (see Table 34.4). The lowest values of ∆KdR were obtained at 773 K. Depending on the microstructural barrier, the neighbour grain orientation or the stress level, crack arrest can occur, which is more likely at RT and 473 K than at 773 K. Due to the frequent occurrence of crack arrest at RT and 473 K, the short crack model is not applicable at these temperatures. Furthermore, the significantly lower values of slope parameter k* at 773 K fatigue tests indicate higher crack growth rates at this temperature compared to RT and 473 K in this stage.
Crack growth outside the FiE is referred as to stage III of damage and is associated with long crack growth. Most of the cycles to failure were consumed in stages I and II. Stage III is related to long crack propagation, which is characterized by a significant increase in growth rate. Therefore, only a few cycles were consumed in this stage up to the termination of the fatigue test.
Finally, it is concluded that the fatigue life at RT and 473 K is characterized by crack initiation as the dominating mechanism, whereas crack growth is dominating the fatigue life at 773 K.
34.6 Conclusions
In this chapter wrought (WS) and cast (CS) batches of the quenched and tempered steel 42CrMo4 with two different heat treatments (HT1 and HT2), i.e. HT1 with lower tensile strength and Vickers hardness compared to HT2, of 42CrMo4 steel were studied. The batches were investigated regarding the fatigue behaviour in the HCF and VHCF regimes at various temperatures of RT, 473 K and 773 K performing fatigue testing at 90 Hz and 20 kHz frequency. The main results of the investigations are the following:
1.
As a result of the manufacturing process, fatigue failure was caused by microshrinkages and NMIs for both materials CS(HT1) and CS(HT2) of the cast batch and material WS(HT2) of the wrought batch, respectively. Material WS(HT2) showed the highest fatigue strength at each test temperature, whereas, the fatigue strength of all investigated materials decreased by an increase in temperature. The lowest fatigue strength was observed at a test temperature of 773 K.
2.
The detrimental effect of the present defects on the fatigue strengths of all investigated materials was analysed. Both groups of defects, i.e. NMIs and microshrinkages, showed no dependency on size or distance to the surface and the number of cycles to failure. However, it can be reasonably assumed that the largest defects of each type within both groups lead to fatigue failure.
3.
Based on the individual fatigue data and the fracture surface analysis of each sample, i.e. size of defect and FiE, a short crack growth model was applied. The calculated number of cycles to failure showed a distinct correlation with the experimentally evaluated values only at 773 K test temperature. Therefore, it was assumed that crack initiation is the relevant mechanism of fatigue, dominanting at RT and 473 K, whereas, crack growth is the fatigue life determining mechanism at 773 K.
Acknowledgements
The authors gratefully acknowledge the German Research Foundation (DFG) for supporting the Collaborative Research Centre CRC 920 - Project-ID 169148856, subproject T02 and the project partner Federal-Mogul GmbH Nürnberg a Tenneco group company, Thomas Kirste and Dr.-Ing. Roman Morgenstern, Diane Hübgen (Institute of Materials Science), and Dr.-Ing. Sebastian Henkel (Institute of Materials Engeenierng).
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.