The filtration of steel melts in the continuous casting of steel is of special interest in order to meet the ever-increasing purity requirements regarding the metal’s purity. Due to the high mass flow and the high casting duration, the application of in-built filters in the tundish system is rather challenging, especially regarding the filter capacity. In the framework of this contribution, a new concept involving the immersion of filters into the steel melt from above the tundish was investigated. This approach allows for the flexible exchange of used filters without interruption of the underlying process. At the Institute of Ceramics, Refractories and Composite Materials, carbon-bonded alumina filters on the basis of established slurry compositions and modified replication techniques were scaled up for the industrial application in continuous casting of steel. The best property profile was observed for a triple coating approach based on centrifugation, dip coating and spray coating. In the tundish of a steel casting simulator, a lab-scale casting test was conducted in order to check the thermos-mechanical behavior of the filter in contact with molten steel. After the successful evaluation in lab scale, the filters were tested in industrial trials in cooperation with the company thyssenkrupp Steel Europe AG. A ladle casting with immersed filter lasted approximately 45 min with a static casting speed of 8 to 10 t/min and a melt temperature of above 1550 °C. The filters were analyzed for inclusions and potential damage at the Institute of Ceramics, Refractories and Composite Materials. Dense clogging layers on the filter surface were identified as in-situ layers as usually observed in lab-scale steel casting simulator tests in consequence of reactive filtration effects. Furthermore, inclusion clusters which were removed at the filter bottom due to the direct inflow in consequence of the buoyancy were observed as signs of active filtration. A further alternative to foam filters is presented by gel-cast spaghetti filter structures with mechanically robust full-strut structure. In the subproject T01K, the gel casting process was optimized in order to realize the necessary upscaling of the components. With the aid of alginate-based gel casting, spaghetti filter with organized lattice structures were manufactured and tested. Steel casting simulator trials showed favorable behavior in contact with the melt.
29.1 Introduction
Steel remains one of the most versatile and most important materials in the global economy. The ongoing innovation in steelmaking and casting processes lays the foundation for major advances in new technologies across all industries. In the face of climate change, the improvement of steel plant efficiency makes an important contribution to the reduction of emissions and global energy consumption.
In this regard, the control of non-metallic inclusions in cast steel melts plays a major role for improving the performance and reliability of steel products as well as to reduce tool wear and scrap rates during their production [1].
Anzeige
Avoiding unnecessary inclusion formation and removing inclusions by exploiting their physical (buoyancy) characteristics are a top priority. In modern steel plants, this can be achieved by applying advanced secondary metallurgy technologies [2, 3], flow control measures [4‐9] as well as high-performance slags and refractories [1, 3, 10, 11]. Unfortunately, these methods are rather ineffective regarding contained micro inclusions or tertiary and quaternary inclusions, which form in late stages of the casting and cooling procedure [1]. The agglomeration of these small inclusions can result in the delayed formation of clusters with critical size [12‐14].
An effective way to deal with these types of inclusions is the steel melt filtration by means of reactive filter materials such as carbon-bonded alumina, which possesses the necessary refractoriness and thermal shock resistance as well as the capability to interact with the molten steel and contained non-metallic micro inclusions by means of reactive filtration mechanisms [15‐19].
In the foundry industry, metal melt filtration already is the state of the art. During the batch process, the defined quantity of melt is forced through the open pores of the filters installed in the gating system or feeders [20‐24]. In steelmaking, the dominant casting process is the so-called continuous casting. Implementation of filters in this continuous process poses several challenges incorporating long casting sequences comprising hundreds or thousands of tons of cast steel in the presence of corrosive slags and atmosphere. Filters installed in the so-called tundish, a buffer vessel between the ladle and the molds, need to maintain their filtration performance and structural integrity over much longer time periods. Thus, the risk of premature clogging or fracture is increased to an unacceptable level in most cases using conventional filter types [4]. The application of multi-hole dam filters or baffle filters provides a compromise between steel melt filtration, flow control and reliability [2, 4, 6, 7, 25‐27]. However, due to their simple structure, the removal of micro inclusions with diameters smaller than 20 µm is rather inefficient [7, 26].
As a consequence, a novel approach to filtration in continuous casting is necessary. By immersing filters from the top into the tundish, the filters can be replaced at any time during the ongoing casting procedure [28]. The concept was investigated based on two different filter types.
Anzeige
First, cylindrical carbon-bonded alumina foam filters were developed based on the replication technique [29, 30]. The replication of the polyurethane foam structure was investigated using different coating routines. Additionally, a novel robo gel-casting process for the manufacturing of so-called “spaghetti” filters based on alginate was investigated [31]. These gel-cast cellular structures have the advantage that no sacrificial template is needed resulting in a filter with full filter strut cross-section, higher mechanical strength and an adjustable cellular macrostructure.
After mechanical and structural investigations to find the most suitable manufacturing parameters for both foam replication and gel casting, prototypes of both filter types were evaluated a steel casting simulator. Following the lab-scale casting investigations, industrial tests were performed at the continuous casting plant of thyssenkrupp Steel Europe in Duisburg, Germany. The findings delivered the proof of principle for the new steel melt filtration concept in continuous casting in agreement with the models of the CRC 920.
29.2 Carbon-Bonded Alumina Foam Filters
For the manufacturing of the foam filters for industrial continuous casting of steel, cylindrical polyurethane foams with 10 pores per inch acted as templates. The diameter and the height of the templates was 200 mm respectively and a central bore with a diameter of 40 mm was applied for fixing the filter during the immersion procedure. Optionally, eight additional circularly arranged bores with 40 mm diameter were implemented in the foam structure. These “macro-channels” aimed for additional melt flow conditioning during application [28].
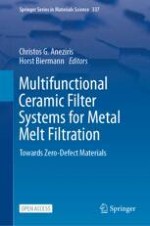
Both foam geometries, either with macro-channels (8c) or without macro-channels (0c) were investigated in industrial casting trials. The structurally weaker 8c geometry was used as a basis for preliminary lab-scale investigations regarding the structural and mechanical properties of the filters as a function of the manufacturing process. Figure 29.1 shows the polyurethane templates and the final carbon-bonded filters for both geometries.
4 photos of polyurethane foam and fired carbon bonded alumina filter of 20 millimeters. a and b. The foams have 9 circular holes punched in a circular pattern. c and d. The foams have a single circular hole at center.
Fig. 29.1
Polyurethane foams and fired carbon-bonded alumina filters with 8c geometry (a, b) and 0c geometry (c, d) [34]
×
The filter material selected for the investigation was carbon-bonded alumina, mainly due to its high resistance against thermal shock, corrosion and erosion [32], its favorable priming properties in contact with molten steel [16] as well as its reactive filtration effects on the melt cleanliness [33]. The dry base material composition according to Emmel et al. [15] contained 66 wt.% fine-grained alumina, 20 wt.% modified coal tar pitch, 7.7 wt.% graphite and 6.3 wt.% carbon black. The dry mixture was transformed into a slurry by adding water, suitable dispersing and defoaming agents as well as lignin sulfonate as wetting and temporary binding agent. The solid content was adjusted depending on the intended coating procedure.
The primary coating of the templates was performed by impregnation to wet the foam with the ceramic material and subsequent centrifugation in order to remove excessive slurry from the pore structure. For that purpose, a high-viscosity slurry with 81.1% solid content was prepared using an intensive mixer. With the aid of additional coatings, the filter mass and the mean strut thickness can be increased in order to increase the filter strength at the cost of filter porosity. Thus, three different coating routines were investigated:
impregnation/centrifugation (C),
impregnation/centrifugation + surface spray coating (CS) and
The solid content of the base slurry was adjusted to a solid content of 60 wt.% for dip coating and 70 wt.% for spray coating. Both slurries were prepared by ball mixing on a drum roller mixer for 24 h.
First, key rheological properties of the used slurries were investigated. The yield stress was analyzed by means of stress-controlled oscillation tests and the flow curve was determined in controlled shear rate tests. The key findings are shown in Table 29.1.
Table 29.1
Rheological features of investigated slurries for the manufacturing of carbon-bonded alumina foam filters [29]
Slurry application
Dip coating
Spray coating
Centrifugation
Solid content/wt.%
60.0
70.0
81.1
Yield stress/Pa
0.9
1.7
81.3
Dynamic viscosity (\(\dot{\gamma}\) = 100 s−1)
– Upward ramp/mPa s
26.7
117.4
5292.0
– Downward ramp/mPa s
23.8
129.3
8370.4
Non-Newtonian behavior
Shear-thinning
Shear-thinning
Shear-thinning
Time-dependent behavior
Slightly thixotropic
Slightly rheopectic
Strongly rheopectic
All slurries possessed shear-thinning behavior, which is considered favorable for the replication technique. In this way, the removal of excessive slurry is supported by a reduction in viscosity due to the applied shear stresses during centrifugation or drainage after dip coating. The centrifugation slurry with a high solid content of 81.1 wt.% furthermore exhibited a considerable yield point which promoted the proper adhesion of the primary coating on the smooth polyurethane surface. Rheopectic effects were observed for high solid contents as well. Most likely, this effect originated from the carbon black content with nanometer-sized primary particles, which tend to exhibit the time-dependent build-up of structural particle networks [45]. The rheopectic behavior should be considered while processing especially the paste-like centrifugation slurry in order to avoid time-dependent changes of the coating quality.
After the rheological study, batches of filters were manufactured following the aforementioned coating routines C, CS and CDS. The filters were dried again after each individual coating step for at least 24 h at room temperature. Finally, the samples were fired at 800 °C in reducing atmosphere with an average heating rate of 0.8 K min−1. During the firing process, the mesophase pitch binder was pyrolyzed to form the carbonaceous matrix [35, 36].
After manufacturing of the filters using the three different coating routines, the porosity and the bulk density of the filters were analyzed. To avoid sampling errors due to inevitable property gradients, the measurements were performed on the whole component in each case. The total filter component volume was calculated from the filter dimensions (excluding bores) according to DIN EN 1094–4. The apparent mass of the sample during the immersion in water was measured according to DIN EN 993–1. The true density of the ground bulk material was analyzed by means of a helium pycnometer.
From this data, the total, the infiltrable, the non-infiltrable porosity as well as the bulk density were calculated. The infiltrable filter porosity, which is available for steel melt filtration, determines the filter capacity and is an important parameter. Non-infiltrable porosity does not contribute to the filtration process and is undesired for the most part. The results of the investigation are listed in Table 29.2.
Table 29.2
Structural properties of 8c filters manufactured by different coating routines [29]
Filter type
8c-C
8c-CS
8c-CDS
Total component volume/dm3
6.08 ± 0.10
6.05 ± 0.04
5.99 ± 0.05
Effective filter volume/dm3
4.09 ± 0.09
3.94 ± 0.06
4.0 ± 0.07
Filter mass/g
1129.2 ± 19.2
1394.1 ± 16.1
1760.7 ± 6.7
Effective bulk density/g cm−3
0.28 ± 0.01
0.35 ± 0.01
0.44 ± 0.01
Total porosity εt/%
90.4 ± 0.3
88.1 ± 0.3
85.1 ± 0.3
Infiltrable porosity εinf/%
84.2 ± 0.5
80.6 ± 0.7
77.4 ± 0.5
Non-infiltrable porosity εnin/%
6.2 ± 0.2
7.4 ± 0.4
7.8 ± 0.3
Ratio εinf/εt/%
93.1 ± 0.3
91.5 ± 0.5
90.8 ± 0.4
The true density of the carbon-bonded alumina filter material was 2.96 g cm−3 and identical for all filters. The total porosity and the bulk density are directly proportional to the filter mass and thus depended on the number of applied coating steps. As parts of the total porosity, the infiltrable share shrank with increasing filter mass, whereas the non-infiltrable porosity increased, e.g. due to the formation of encapsulated filter pore cells and closed material porosity. Since the infiltrable porosity directly affects the filter capacity and the permeability, procedure C was most favorable. Nonetheless, all three filter types showed consistently high porosity and were thus considered suitable for further investigations.
From the data, the filtration capacity can be estimated according to Raiber et al. [24]. The total mass of steel melt, which can be treated by one filter, depends highly on the initial inclusion content of the melt batch as well as the effective filter pore utilization. Exemplary, an 8c-CDS filter with an infiltrable porosity of 77.4% can filter approximately 112 tons of steel melt, assuming a pore utilization of 20% and a volume of removed alumina inclusions equivalent to total oxygen reduction of 10 ppm. The actual pore utilization is difficult to estimate and depends e.g. on the permeability over time and the relative density of the formed clogging layers. The initial inclusion content of the steel melt can also vary strongly across batches. As a consequence, the investigation of exchangeable filter systems is necessary in order to address the high variance of resulting filter life times.
As mentioned before, the mechanical properties as well as the flow dynamics, i.e. permeability and tortuosity, are strongly influenced by the local strut geometry and mean strut diameter. By means of digital light microscopy, the mean strut diameter was investigated at different positions of the filter structure. The macro-channels of the 8c filter geometry separate the filter in a core structure and a shell structure. Segments of both parts were sampled for all three filter types and investigated on both sides regarding the minimum diameter of surface-near individual struts. The results are presented in Fig. 29.2.
A dot plot with error bars of strut diameter versus 4 coating routines as shell, outside, shell inside, core, outside, and core, inside. The graph plots 3 horizontal fluctuating lines for 8 c C, 8 c C S, and 8 c C D S with 8 c-C at lower order and 8 c-C D S at the higher order.
Fig. 29.2
Strut diameter distribution of 8c filters manufactured by different coating routines [29]
×
As expected, every additional coating increased the mean and the standard deviation of the strut diameter at all radial positions. In this way, also local inhomogeneity originating from the primary coating can be amplified by additional coatings due to enhanced adhesion. The strut diameter distribution as a function of radial position also showed some characteristic features. It was very similar for all filter types, so it can be assumed that the primary coating by impregnation and centrifugation was crucial. The shear-thinning behavior of the applied slurry in combination with the centrifugal force increasing with increased distance to the center of rotation explains why there was a tendency to a lower mean strut diameter in the shell structure of the filter compared to the core structure. However, the values at the outer shell and core positions were elevated due to the filter geometry and slurry surface tension, i.e. additional energy is necessary to remove slurry at the transition to the macro channels (core, outside) and at the filters’ lateral surface (shell, outside) resulting in local slurry accumulation. For CS and CDS, the results indicate that the surface spray coating amplified this local inhomogeneity. On the one hand, the local strut thickness increase has negative effects on the filter porosity and permeability. On the other hand, the core structure and at the lateral surface can be subject to critical mechanical stresses during the installation and the application of the filter, e.g. regarding the central mounting principle and abrasive effects. Thus, the local reinforcement could be beneficial.
Figure 29.3 shows representative light micrographs of the shell/inside position for all three filter types. For CS and CDS samples, the spray coating significantly increased the surface roughness due to the fine dispersion of the material and the high air/slurry ratio. According to the Wenzel model [35], this should lead to a higher apparent contact angle in poor wetting state and thus an overall higher adhesion force for inclusions trapped on the filter surface [24]. Furthermore, there was a shift from a tapered to a more cylindrical strut morphology with additional coatings, which was expected to have further implications for the mechanical properties of the filters.
3 Micrographs of strut morphology of filters at 2 millimeters. a and b. The filters have hexagonal mesh structure. c. The filter have irregular mesh structure.
Fig. 29.3
Digital light micrographs showing the strut morphology of filters manufactured by different coating routines: 8c-C (a), 8c-CS (b) and 8c-CDS (c) [29]
×
The mechanical properties of the carbon-bonded alumina were already investigated in many studies regarding smaller filter samples [15, 36] and compact refractory samples [37, 38] at room temperature as well as at high temperatures [39]. However, the large dimensions and special geometry of the filter design for continuous casting as well as the adapted manufacturing process was expected to have a crucial impact on the mechanical performance of the cellular structure. To investigate the mechanical properties of the filters, compressive mechanical tests were performed.
Three distinct types of fracture patterns were observed in general (see Fig. 29.4):
A photo of 3 fracture patterns 8 c C, 8 c C S, and 8 c C D S, each featuring 9 circular holes on their top surface. Severe damage is evident in the 8 c C, followed by 8 c C S and 8 c C D S.
Fig. 29.4
Distinct fracture patterns of 8c-C (I), 8c-CS (II) and 8c-CDS (III) filters after compressive mechanical testing [29]
Local fracture in large segments (C);
Intact core structure but fracture of the shell structure (CS);
Mainly intact structure with stepwise fracture in the top section (CDS).
×
The mean strut diameter and its characteristic distribution as a function of the distance from the center as well as the morphology of the strut pose possible origins of the distinct behavior. The higher slope in the progression of the force–displacement curve for the CDS filters indicated an elevated static Young’s modulus. According to D’Angelo et al. [40], a higher mean strut thickness results in an increased stiffness of the foam structure. Regarding the strut shape, strong tapering causes local stress concentrations under load. A higher mean strut thickness can help to compensate the impact of the strut shape. The effect of the pore size distribution and the brittleness on the fracture behavior of foam materials was also observed by Hubálková et al. [41] It was concluded that the higher strut thickness and reduced strut tapering in CDS filters led to a more homogenous stress distribution with less local stress concentration. In contrast, C filters with thin, tapered struts exhibited fracture in large segments which is in agreement with the before-mentioned assumptions. Double-coated foams (CS) exhibited a special fracture pattern due to the reinforcement by a single spray coating. The spray coating did not substantially increase the apparent Young’s modulus, thus the effect was assumed to originate from the local increase of the strut thickness near the lateral surface of the filter component. As a consequence, fracture of large segments like in filter C was avoided until the filter shell broke. Despite the apparently strong impact of the different strut properties, it has to be kept in mind that the mechanical testing of cellular foam structures depends on many factors and that the stress distribution within the foam strongly differs from that observed in dense materials.
From the force–displacement data and the reference cross-section area of the cylindrical filters including or excluding the macro-channels, the compressive strength was calculated, see Table 29.3. As expected, the filter strength was positively correlated to the filter mass and thus to the number of coatings. In absolute terms, the CS filters showed only a slight increase in filter strength compared to C filters. The aforementioned positive effect of the spray coating on the fracture behavior coincided with a subjectively higher resistance against attrition or mechanical impact. Nonetheless, the spray coating alone did not suffice to reinforce the whole filter volume and to increase the overall mechanical strength of the component. Only the application of an additional dip coating in the framework of procedure CDS, yielded the necessary significant increase of the filter strength.
Table 29.3
Compressive strength of tested carbon-bonded alumina filters (data extracted from [29])
Compressive strength
8-C
8-CS
8-CDS
Incl. macro-channels/MPa
0.06 ± 0.00
0.08 ± 0.01
0.23 ± 0.02
Excl. macro-channels/MPa
0.10 ± 0.00
0.12 ± 0.02
0.35 ± 0.03
Based on previous investigations of the carbon-bonded material, it can be assumed that the high-temperature mechanical performance correlates with the room-temperature mechanical strength. Solarek et al. [39] showed that the mechanical strength of carbon-bonded alumina even increases at high temperatures. One drawback is the potential plastic deformation at these temperatures. For that reason, the mechanical load, which can be expected during the immersion of the filters in the continuous casting tundish, was estimated. Considering the comparatively low flow rate in the center of the industrial tundish (below 0.1 m s−1 [5, 42, 43]), the main contribution to the mechanical load should come from buoyancy effects. Thereby, the most critical conditions are present during the immersion process. During the initial phase of immersion, the filter is wrapped in a sacrificial material protecting the component against slag contact. In that condition, the immersed component acts as a full cylinder until the sacrificial material decomposes. In that state, the buoyancy-related compressive stress on the bottom plane of the cylinder in a steel melt (density of 7 g cm−3) was estimated at approximately 0.013 MPa, a value sufficiently below the room-temperature compressive strength. Furthermore, the estimated stress value is way below the stress at which high-temperature plastic deformation was first observed by Solarek et al. (above 0.1 MPa [39]). It also has to be considered that after the initial immersion phase, the filters inevitably will undergo further microstructural transformation since the melt temperature (>1550 °C) is significantly higher than the filters’ firing temperature (800 °C) [44]. In decarburized zones, the residual alumina portion of the material will experience densification by sintering. These effects may result in a strength increase over time.
The macrostructure of one CDS filter was exemplarily analyzed by means of micro-computed tomography (µCT) in order to visualize radial property gradients and inhomogeneity. The resolution was restricted to 262.4 µm due to the large size of the filter (for more detailed information about the µCT setup check Hubálková et al. [41]). With the aid of the software MAVI (Modular Algorithms for Volume Images, Fraunhofer ITWM), the porosity was analyzed in segments with the dimensions of 60 × 60 × 120 voxels. The 48 analyzed segments were located at 8 positions within the filter shell and 8 positions within the filter core, each at 3 different height levels.
The mean porosity across all segments amounted to 59.7% with a standard deviation of 5.0%. This value is lower than the porosity determined by the Archimedes principle due to the limited resolution and the binarization of the data. Figure 29.5 shows the cross-sectional mapping of the interpolated porosity data in 3 different x–y planes of the filter. The lowest porosity in the test was observed in the bottom-core region. The reason was local cluster formation due to slurry accumulation. The primary coating led to radial inhomogeneity which gets amplified by the dip coating, especially at the bottom of the filter due to the gravitational drainage of excess slurry. Despite local inhomogeneity, the porosity ranged between 55 and 65% in the majority of regions.
3 illustrations of the porosity distribution at the top, middle, and bottom of an 8 centimeter C D S filter, featuring 9 holes arranged in a circular pattern. The highest porosity percentage is located at the top outside the circular holes.
Fig. 29.5
Porosity distribution of an 8c-CDS filter derived from reconstructed µCT volume image analysis [29]
×
Based on the findings, 8c-CDS filters showed the best compromise between mechanical performance and sufficiently high porosity. Therefore, the CDS procedure was chosen as a basis for tests in contact with molten steel. Prior to industrial tests, the 8c-CDS filter prototype was evaluated in a lab-scale casting test. The filter was placed in the tundish vessel of a steel casting simulator (Systec GmbH, Karlstadt, Germany) and preheated while 101.1 kg of 42CrMo4 (1.7225) steel were remelted by inductive heating in an alumina-spinel crucible at 1650 °C under argon atmosphere. The exact buildup and specifications of the device as well as the associated peripheral equipment are described by Dudczig et al. [45]. After the melting and preheating procedure, the melt was cast on top of the filter by tilting the crucible. After the impact on the filter, the melt flowed into copper molds through nozzles at the bottom of the tundish vessel.
Figure 29.6 shows the sample after the steel casting simulator test. No critical deformation or signs of fracture were observed indicating sufficient high-temperature mechanical strength and thermal shock resistance. A µCT analysis confirmed this observation and revealed that the filter diameter shrank by 2.2% due to ongoing sintering effects.
3 Photos. a. The testing of an 8 c C D S filter in direct contact with molten steel within the tundish of a steel casting simulator. b and c. The filter's top and lateral surfaces reveal solidified steel residues and layers formed in the original place.
Fig. 29.6
8c-CDS filter tested in contact with molten steel inside the tundish of the steel casting simulator (a); filter top (b) and lateral surface (c) including solidified steel residues and in-situ formed layers [29, 34]
×
Filter regions with prolonged melt contact, i.e. in the impact zone or below the formed melt bath level (h ≈ 50 mm), showed a color change (see Fig. 29.6) due to local decarburization by carbon dissolution and CO bubble formation as well as the in-situ formation of alumina layers. SEM investigations revealed that in-situ layer formation was more pronounced in greater distance to the outlet nozzles. The structures resembled the alumina layers originating from carbothermic reactions as frequently observed in previous investigations of the Collaborative Research Center 920 [16‐18, 36]. The location-dependent difference in the present investigation can be explained by the melt flow conditions within the melt bath. High melt flow rates near the nozzles most likely resulted in the continuous degradation of the local carbon concentration by steady removal of dissolved carbon at the melt-filter interface. With higher distance to the nozzle, lower flow rates allow for local increase of the carbon concentration in the melt facilitating the reactive filtration by carbothermic reactions. Thus, the comparatively low flow rates in the center of an industrial tundish for continuous casting were expected to be beneficial for the filtration process.
Based on the findings from lab-scale investigations, the filter prototypes manufactured by the triple coating procedure CDS were considered ready for industrial testing at thyssenkrupp Steel Europe (Bruckhausen, Germany). Nonetheless, it had to be considered that the application in an industrial continuous casting plant yielded more severe casting conditions than the lab-scale procedure. Due to the lack of the protective argon atmosphere, the filter could not be preheated resulting in more severe thermal shock. Furthermore, the inevitable contact to the slag and oxygen-rich atmosphere at high temperatures can lead to corrosion and oxidation of the material during the immersion procedure. The potential failure of the filters under these conditions does not only depend on the filter material and the manufacturing process but also on the filter geometry. The macro-channels of the 8c filter geometry are beneficial for the manufacturing of the filters and may support filtration through melt flow conditioning. Unfortunately, the thin foam bridges between them also represent weak spots regarding damage by thermal shock or corrosive attack. As a consequence, one CDS filter without macro-channels (0c-CDS) was tested besides 8c-CDS filters. One 8c-CDS filter was furthermore functionalized with an additional alumina coating (8c-CDSA) according to Schmidt et al. [17]. The resulting filter configurations are shown in Fig. 29.7. Each filter was attached to a isostatically pressed carbon-bonded alumina shaft using either high-alumina chromium-free mortar (HA; >94% Al2O3) or a core adhesive based on clay and water glass (CW). To support the filters with macro-channels mechanically, slip-cast disks with fitting cross-section were placed between the foam and the shaft in the case of sample 8c-CDS and 8c-CDSA. All of the filter components were wrapped in glass fiber fabric sleeves in order to protect the material against initial slag contact.
3 Photos. a. Diverse alumina filters on alumina-carbon shafts. b. A filter is safeguarded by a glass fiber fabric sleeve for initial slag protection. c. An alumina-carbon disk as support against buoyancy-induced mechanical stresses.
Fig. 29.7
Different carbon-bonded alumina filter samples mounted to alumina-carbon shafts (a), exemplary filter with glass fiber fabric sleeve as the protection against the initial slag contact prior to immersion in the tundish by means of a pivoting crane (b), and alumina-carbon disk as support against buoyancy-related mechanical stresses [30]
×
The continuous casting procedure of the plant was not changed substantially. The underlying casting sequences comprised five ladle batches of about 380 tons steel melt each. The first batch was cast as usual without filter to fill the tundish and apply the slag. The used slag cover consisted of a combination of low-melting calcium aluminate slag and a top layer of silica-rich powder for thermal insulation. The shaft of the filter component was connected to a slewing crane, which is commonly used for immersing measuring probes into the steel melt within the tundish.
The filter was immersed into the melt during the first ladle exchange of the casting sequence, i.e. after finishing the casting of the first melt batch. For this purpose, the ladle shroud was removed and the ladle turret was rotated. The turret was stopped after a rotation of 90 °C and the filter was positioned over the tundish and immersed into the melt by means of the slewing crane. Subsequently, the ladle exchange was completed by positioning the new ladle and the ladle shroud, opening the slide gates and refilling the tundish to a melt mass of about 80 tons. During the process, the filter experienced inevitable slag contact due to the penetration of the slag cover and the temporary decrease of the tundish melt bath level. After refilling the tundish, the melt bath depth amounted to approximately 1000 mm and the immersed filter was located about 200 mm below the melt-slag interface. The melt temperature was between 1550 and 1560 °C. The filter remained in the melt for the casting of one melt batch (m ≈ 380 t, t ≈ 45 min) until the next ladle exchange. The filter removal was performed by following the immersion procedure in inverse order. In total, three casting tests were performed using an ultra-low carbon interstitial-free steel grade (sequence A) and a low carbon steel grade (sequence B). The corresponding test parameters are listed in Table 29.4.
The appearances of all three samples after removal from the melt are depicted in Fig. 29.8. In all cases, a disk of solidified slag stayed attached to the shaft indicating the depth of immersing. Directly below the former melt-slag-refractory interface, a pronounced corrosion zone was observed. That implies that the carbon-bonded shaft material was corroded by partial dissolution in the melt, oxidation as well as reaction with slag elements. The effects were promoted by erosion and transport mechanisms due to Marangoni stirring [46].
3 Photos of filter samples after immersion in the industrial continuous casting tundish labeled with corrosion zone, slag, shaft, and a filter.
Fig. 29.8
Filter samples after immersion in the industrial continuous casting tundish; a 8c-CDS, b 8c-CDSA, c 0c-CDS [30]
×
The tested filter configurations behaved very differently in contact with the melt, slag and atmosphere. Sample 8c-CDSA was completely disintegrated due to insufficient adhesion to the shaft. The core adhesive, which is usually applied for the mating of dense refractories did not provide the necessary adhesion, corrosion resistance and refractoriness to fixate the filter component under these severe conditions. As a consequence, the impact of the functional alumina coating could not be investigated in the presented study. The high-alumina mortar used for the samples 8c-CDS and 0c-CDS ensured proper bonding between the shaft and the filter material over the whole testing duration, indicating that the right choice of the adhesive is a major influencing factor. However, 8c-CDS was damaged nonetheless, i.e. the bridges between the macro-channels failed and the outer shell of the filter was destroyed. Thus, if macro channels are desired, the distance between the macro-channels in the foam templates should be widened by reducing the number or the diameter of the macro-channels. Only filter 0c-CDS showed the necessary thermal shock resistance, mechanical strength and corrosion resistance to survive the test without major damage or deformation.
The tested 0c-CDS filter was analyzed by micro-computed tomography and visual inspection, see Fig. 29.9. According to two-dimensional reconstructed slice images, the core of the filter and the shaft exhibited no cracks. Furthermore, single steel droplets were observed in the whole filter structure indicating good melt intrusion and priming during the process. However, the pores were not completely filled with steel meaning that also the outflow of steel melt during the filter removal was ensured [4, 24]. By visual inspection, the filter could be divided into three major contact zones with distinct characteristics: (I) the filter top with attached slag, (II) the filter’s lateral surface with dense layers and (III) the filter bottom which was covered in structures resembling inclusion clusters.
2 photos of reconstructed cross-sectional image of the 0 c-C D S filter tested in industrial filter exhibiting 3 different contact zones.
Fig. 29.9
Reconstructed µCT cross-sectional image (a) and photograph (b) of the 0c-CDS filter tested in industrial filter immersion tests exhibiting (I) a top slag contact zone, (II) a lateral contact zone with dense clogging layers and (III) a bottom contact zone with inclusion clusters [30]
×
Strut samples from all three contact zones were analyzed in detail in order to validate the models and findings of previous lab scale investigations regarding occurring filtration mechanisms [17‐19, 29, 33, 47]. Samples of filter struts from the three identified regions were investigated by digital light microscopy to examine differences in filter structure and appearance, by X-Ray diffraction (XRD) to analyze their overall phase composition as well as by scanning electron microscopy (SEM), energy-dispersive X-Ray spectroscopy (EDS) and electron back scatter diffraction (EBSD) to investigate changes in the microstructure, newly formed phases or other evidence for chemical reactions and filtration mechanisms.
To get an overview, the struts were examined by means of digital light microscopy first (see Fig. 29.10). Struts from zone I, the filter top with pronounced slag contact especially during the filter removal, showed signs of oxidation and corrosion. Whether the oxidation occurred before or after the removal is not fully clarified. Samples from the lateral filter surface (zone II) were covered in dense, crystalline layers. The core strut material was fully intact indicating that no significant corrosion or oxidation by slag contact occurred. The lateral filter surface was subject to the melt flow during the whole casting test, implying that the layer formations consisted of micro inclusions removed by reactive filtration mechanisms similar to effects observed in lab-scale investigations [17, 18, 47]. Struts from zone III at the filter bottom exhibited a similar base structure including intact carbon-bonded alumina filter material in the strut core sealed with a dense crystalline layer. However, on top of the layer formation, carpets of dendritic structures were observed. The first assumption was that these structures consisted of clusters of inclusions removed by direct collision with the filter material followed by adhesion and sintering (active filtration). The presence of the clusters at the filter bottom suggests that they were mainly transported by buoyancy.
3 Photos of digital light micrographs of strut samples from contact zones 1, 2, and 3 of the 0 c-C D S filter at 2, 200, and 1 millimeters with slag deposited on its surface.
Fig. 29.10
Digital light micrographs of strut samples from a contact zone I, b contact zone II and c contact zone III of the 0c-CDS filter after the industrial immersion test [30]
×
In the next step, material from all three zones was ground and analyzed for their phase composition by means of XRD. A pure slag sample was used in the case of zone I and 2 CaO · Al2O3 · SiO2 (gehlenite, C2AS) was found as main constituent with small amounts of 2 CaO · SiO2 (belite, C2S). These phases are typical regarding the combined use of a calcium aluminate slag and a silica-rich insulating powder. In zones II and III, corundum and graphite were identified and indicated the presence of intact filter base material. The calcium aluminates CaO · 2 Al2O3 (CA2) and CaO · Al2O3 (CA) were also found in samples from both zones. The presence of calcium-rich phases indicated that slag contact occurred although no silicon-containing phases were detected. The main difference of the zone 3 phase composition was the identification of calcium aluminates with higher Al2O3 content, namely calcium hexaaluminate CaO · 6 Al2O3 (CA6) and calcium β-alumina x CaO · 11 Al2O3 (CxA11, x ≈ 1), which indicated that either less slag was involved in the formation of the phases or the calcium aluminate composition was enriched by Al2O3 due to the higher removal rate of new inclusions.
For understanding the processes which took place during the immersion test, analyzing the dense layers formed in contact zone 2 was of special interest. SEM, EDS and EBSD investigations were performed for this purpose. By means of SEM, an intermediate transition layer was detected between the filter base material and the dense layers around the strut. Figure 29.11 shows the SEM analyses of the interface between the filter material and the intermediate layer as well as the interface between the intermediate layer and the dense top layer. The thickness of the transition layer varied locally and amounted to approximately 50 µm on average. EDS mapping for eight essential elements and EBSD-based image quality (IQ) and phase mapping analyses revealed significant differences in the chemical composition and microstructure of the different regions of interest (ROI).
6 microscopic images. a and d. S E M image with areas highlighted and marked from 1 to 3. b and e. E D S mapping of Al, C, Ca, Fe, Mg, Na, O, and Si. c and f. Phase diagram of I Q and phases plot dark and bright patches.
Fig. 29.11
SEM micrograph (a, d), EDS mapping (b, e) as well as EBSD image quality (IQ) and phase mapping (c, f) of the interface between the base material (1) and the transition layer (2) and the interface between the transition layer (2) and the clogging layer (3) [30]
×
At the interface between the base material (ROI 1) and the transition zone (ROI 2), see Fig. 29.11a–c, similar aluminum, carbon and oxygen concentrations were detected in the whole analyzed area. It can be concluded that the transition layer zone originally was part of the filter material. A unique feature of the transition zone was its increased calcium content and the presence of minor amounts of magnesium and silicon indicating slag contact. Apparently, the thin transition layer represented corroded filter material originating from slag penetration despite the usage of the protective glass fiber sleeve. EBSD image quality (IQ) and phase mapping revealed that larger CA2 crystals formed in the transition layer, which were clearly distinguishable from the fine-grained alumina crystals of the filter material. The larger crystal size most likely originated from the filling of larger pores in the filter material with slag and the subsequent chemical reaction of the slag and the alumina. The corrosion was not harmful since it was restricted to a rather thin layer. In fact, the newly formed calcium aluminate phase could be beneficial for the filtration according to Storti et al. [19], who observed a particularly high filtration efficiency for filters functionalized with calcium aluminate.
The same analysis procedure was carried out at the interface between the transition zone (ROI 2) and the dense top layer (ROI 3), see Fig. 29.11d–f. According to SEM micrographs, the dense top layer possessed a much more homogenous microstructure than the transition layer. Furthermore, the EDS mapping revealed significant differences in the chemical composition. The intensity of aluminum and oxygen were clearly increased in the dense layer while the calcium concentration was similar in the whole investigated area. Traces of carbon, iron, silicon or magnesium were only found in few spots of the dense layer. From the mapping, it can be concluded that the dense layer did not originate from the carbon-bonded alumina base material and that the impact of slag was lower than for the formation of the transition layer. On the other hand, the increased alumina concentration suggested that the dense layers originating from alumina micro inclusions which reacted with the calcium-enriched transition layer to form CA2 near the interface. The crystal growth was promoted by sintering effects at temperatures over 1550 °C.
The different regions of interest were also examined by means of EBSD and EDS spot analyses, see Fig. 29.12. As in the EBSD phase mapping, trigonal α-alumina was identified in ROI 1 confirming that unaltered filter material was present. The transition layer (ROI 2) showed very weak electron backscatter patterns without clear phase classification (spinels and calcium aluminates at few locations). According to the EDS spectrum, the transition layer contained both typical slag elements (calcium, magnesium, sodium and silicon) as well as typical filter material constituents (aluminum and carbon). This finding supports the hypothesis of superficial corrosion of the filter material by slag. In the dense top layer (ROI 3), no sodium, magnesia or silicon were found, indicating that the slag had only indirect impact on the formation. Furthermore, no carbon was detected. As a consequence, it can be assumed that removal or precipitation of alumina or aluminates from the steel melt occurred. From the first EDS spot analyses, it already became evident that the Al/Ca ratio was elevated in the dense clogging layer. To confirm this observation, a series of spot analyses was performed in pure slag samples (32 spots) and the dense clogging layer (12 spots). The Al/Ca EDS intensity ratio amounted to 1.5 ± 0.1 in the slag and 5.9 ± 0.1 in the clogging layer.
3 S E M micrographs of the unaltered filter base material with uneven surface. A E D S spectra of intensity versus energy has 3 fluctuating curves for base material, transition, and clogging layer for samples C, O, Na, Mg, Al, Si, and Ca.
Fig. 29.12
SEM micrographs and EBSPs of the unaltered filter base material (a), intermediate transition layers (b) and outer clogging layers (c) as well as comparative EDS spectra (d) of strut samples from zone II [30]
×
Finally, also strut fragments from zone III, the filter bottom, were analyzed via SEM and EDS, see Fig. 29.13. As for the lateral filter surface (zone II), the intact carbon-bonded alumina filter struts were covered in dense layers. However, pronounced inclusion clusters were identified on top of these layers across the whole sample. The morphology of the single inclusions was either coral-like and plate-like and resembled the typical inclusion morphology reported for low-carbon alumina-killed steels in the literature [1, 18]. In order to clarify differences in the chemical composition between those types of clusters, EDS analyses were performed. The main constituents were aluminum and oxygen with traces of sodium as well as calcium, magnesium, potassium and iron. Coral-like structures exhibited slightly higher trace element intensities and lower aluminum intensities. This could explain the identification of β-Al2O3 in the previous XRD investigation. The common location of the observed coral-like structures on top of plate-like structures implies that they were formed due to contact to slag during the filter removal. Following that assumption, the subjacent carpet of plate-like structures most likely marked the actual filter surface with attached inclusion clusters removed from the steel melt by active filtration.
2 S E M micrographs of the zone II filter strut cross-section and detected inclusion clusters with coral-like patches. A E D S spectrum of intensity versus energy has 3 fluctuating curves for zone 3 plate, coral, and difference lines for samples O, Na, Mg, Al, K, Ca, and Fe with a peak for Al.
Fig. 29.13
SEM micrographs of the zone III filter strut cross-section (a) and detected inclusion clusters (b) as well as representative EDS spectra (c) of clusters with with plate-like (1) or coral-like (2) morphology [30]
×
29.3 Gel-Cast Alginate “Spaghetti” Filters
Replica foam filters are the state of the art for steel melt filtration, however, due to their typical hollow strut network structure, their mechanical strength is decreased [48, 49]. For low-strength materials like carbon-bonded alumina, the resulting structural weakness may lead to damage during transport, handling, installation, and application [29, 30]. Another drawback of replica filters is the special set of characteristics required from the used polymer templates, e.g. regarding their cost efficiency, open-celled structure, toughness, flexibility, degradation behavior during firing and availability, which limits the number of economically viable template materials [48].
In order to address those issues, an alternative technique for the manufacturing of cellular ceramics was investigated. The process is based on the in-situ gel casting of an alginate-containing ceramic suspension. The 3D cellular filter structures are obtained by stacking continuous strands of gelled material in a periodical fashion without use of any sacrificial template material [50]. The technique exploits the natural gelation capability of so-called alginates, which are water-dispersible polysaccharides derived from brown seaweeds [51, 52] and consist of two different monomers: β-D-mannuronate (M) and α-L-guluronate (G). For the gel-casting process, the diaxially linked blocks within the polysaccharide chains consisting of two neighboring G monomers (GG blocks) are of special interest due to their characteristic structure, which enables the gel transition of alginate sols. Providing mobile alkaline earth ions like Ca2+ or Ba2+ enables the bonding of two GG blocks from different polysaccharide chain segments by a combination of the chelation of the metal ion by hydroxyl oxygen atoms and of intermolecular ionic bonds. This process leads to 3D cross-linking. The resulting structures, which are responsible for the stiffness of the alginate gel, are often referred to as “egg box” model [51]. If the local alkaline earth concentration is increased suddenly, the gel transition takes place more or less instantly [53].
In the novel robo gel-casting process, the alginate-containing ceramic slurry is pumped into a container with CaCl2 solution to trigger the gelation, similar to processes known from the food or pharma industry such as the encapsulation of substances in alginate beads [54]. To obtain the periodic 3D structure, the nozzle is moved by means of a controllable robot system. After the gel-casting process, the additively manufactured structure is kept in the CaCl2 solution for several minutes to ensure complete gelation, followed by drying, coating and firing [50]. Potential disadvantages of the technique arise from the low necessary slurry viscosity and thus limitations regarding the dimensional stability and the achievable geometry of the structure in comparison to other robocasting processes. However, the technique allows for the manufacturing of large dimensions at high printing speeds (up to 100 mm s−1 with the presented setup). As a consequence, the gel-casting process is also applicable for large-scale cellular structures from refractory materials with coarser particle size.
For the present investigation, the same carbon-bonded alumina base composition as for the before-mentioned foam filters was applied. For the gel-casting slurry, an alginate content of 0.65% and a solid content of 55.6% exhibited the best compromise between workability, stability and gel strength in preliminary tests. The resulting composition was applied to manufacture prismatic samples for lab-scale tests in contact with molten steel.
The gel-cast prismatic filters were investigated in immersion tests under argon atmosphere using a 42CrMo4 steel melt at temperatures above 1600 °C (see Fig. 29.14). The test procedure allows for the analysis of the thermal shock performance under practically relevant conditions. Additionally, the tested filter sample can be removed to drain the melt and cooled slowly under inert conditions in order to avoid oxidation. In this way, the former filter-melt interface is exposed in a damage-free manner and can be analyzed directly and without alteration in subsequent investigations. In the present case, no critical thermal shock damage, corrosion or creep deformation was observed. As for conventional carbon-bonded filters, the filter surface underwent a change in appearance in contact with molten steel (see Fig. 29.14a) and thus was analyzed by means of digital light microscopy, SEM and EDS. The investigations revealed two distinct types of surface structures: carpets of shard-like translucent structures (see Fig. 29.14b), which are in agreement with in-situ formed layers observed in previous steel casting simulator tests, e.g. Storti et al. [36], and vermicular structures of unknown nature (see Fig. 29.14c and d).
4 photos. a. Prismatic gel-cast filters before and after immersion in 2 millimeters molten steel. b. Translucent shard-like structures at 1 millimeter. c. Vermicular formations on the filter surface at 200 micrometers. d. S E M micrograph of the resulting surface topology at 20 micrometer.
Fig. 29.14
Steel casting simulator immersion test [31]; Prismatic gel-cast filters before and after immersion in molten steel (a), digital light micrographs of translucent shard-like structures (b) and vermicular structures (c) on the filter surface and SEM micrograph of the resulting filter surface topology (d)
×
In order to analyze the qualitative element composition of the detected structures, EDS investigations were performed. For all structures, minor traces of Mg and Si were detected, which most likely arose from alginate residues or the steel melt. Shard-like structures consisted mainly of Al and O with traces of Ca (from the cross-linking solution) indicating the presence of alumina and calcium aluminates. The latter are reported to have a potentially favorable impact on steel melt cleanliness [19]. In the case of vermicular structures, Al, Fe and traces of Cl were detected. The structures were formed due to the presence of CaCl2 from the gel-casting procedure and its local reaction with the melt and filter material.
An additional steel casting simulator test with a flat filter (75 × 75 mm2, 16 filter layers, 5 mm strut spacing) was performed in an impingement setup. Approximately 100 kg of steel melt were cast on the filter and flowed through in into the tundish vessel (see Fig. 29.15). As for the finger test, the gel-cast filter survived without critical damage or deformation. Digital light microscopy analyses revealed inclusion clusters and in-situ formed layers on the filter surface. As a consequence of the forced melt passage, the detected structures were more pronounced than those observed after short-term finger immersion tests.
3 Photos. A steel casting simulator impingement test, depicting the casting procedure, along with digital light micrographs revealing the filter macrostructure post-melt contact, showcasing the successful removal of dendritic inclusions.
Fig. 29.15
Steel casting simulator impingement test [34]; casting procedure (a) as well as digital light micrographs of the filter macrostructure after melt contact (b) and removed dendritic inclusions (c)
×
After the evaluation of the process, a larger gantry robot system with a working space of 500 × 500 × 200 m3 and a tube with diameter of 3.2 mm was applied for the purpose of upscaling. A polymer nozzle with a diameter of 2 mm was used to ensure the required resolution and reproducible strut thickness. Thanks to the modification of the tube-nozzle-system the pumping process was simplified allowing for higher slurry viscosity. Therefore, the slurry solid content was increased to 70 wt.% to reduce the dry shrinkage of the material and to increase the dimensional stability of the gel-cast structure. A lower sodium alginate content of 0.5 wt.% was chosen to account for the strong decrease of the water volume ratio. The linear shrinkage of single struts amounted to 11.9% for the given composition. While a spray coating can be sufficient to interconnect the struts of small gel-cast filters, a dip coating was more suitable to ensure proper coating of the whole volume of upscaled gel-cast filters. The dip-coating slurry composition and preparation were adopted from the CDS foam filter manufacturing procedure.
Figure 29.16 shows the upscaled gel-cast filters at different process steps. The dry shrinkage showed some anisotropy and amounted to about 5% in length and 9% in width. The reason for this behavior is the high number of contact points between the alternating strut layers, which hinder the individual strut shrinkage in longitudinal direction. The shrinkage in the strut diameter, can partially compensate the resulting mismatch. Nonetheless, residual stresses and slight deformation could not be avoided with the present composition.
6 Photos of the stages of gel-cast spaghetti filters for industrial use in continuous steel casting, immediately after gel casting, post-drying, and following coating and firing at both 100 and 20 millimeters.
Fig. 29.16
Gel-cast spaghetti filters upscaled for industrial application in continuous steel casting directly after gel casting (a, d), after drying (b, e) and after coating and firing (c, f) [34]
×
Cylindrical samples were drilled from the fired filter for high-temperature mechanical testing [55]. The compressive strength of distinct samples was measured at room temperature, at 800 °C and at 1500 °C under controlled argon atmosphere. As described by Solarek et al. [39] for foam filters of the same material, pseudo-plastic behavior was observed at 1500 °C and resulted in premature reaching of the maximum sample displacement. Potential reasons for this behavior are the continuation of sintering and pyrolysis effects, the sliding of graphite layers or high-temperature creep within the oxide portion. The room temperature strength of the samples amounted to 3.12 ± 1.31 MPa. A strength increase to 4.60 ± 1.23 was observed at 800 °C due to crack closure and compressive stresses within the material originating from the thermal expansion mismatch between alumina and the carbon matrix. Similar behavior was detected by Solarek et al. [39] for carbon-bonded foam filters and by Zielke et al. [56] for carbon-bonded bulk material. Compared to tested foam filters, the compressive strength of the gel-cast filters was approximately an order of magnitude higher. However, that was only achieved at the expense of filter porosity. The mean total porosity of the gel-cast samples amounted to only 72% compared to approximately 91% for the aforementioned CDS foam filters.
The upscaled gel-cast filters were tested in an industrial continuous casting plant. The plates were immersed into the tundish using the same procedure as for the trials with foam filters. Figure 29.17 shows the filter after the test. Due to a crane malfunction, the filter was excessively exposed to the slag and air at high temperatures leading to excessive corrosion and oxidation. Fortunately, central parts of the filter were protected from the slag. By means of digital light microscopy, in-situ formed layers were detected. The structures were very similar to those observed in the framework of the foam filter investigation. Thus, it can be concluded that the same filtration mechanisms occurred.
3 Photos. a. Residues filtered post high-temperature slag and air exposure. b. Micrographs of oxidized filter struts. c. Intact struts with unaltered alumina matrix surrounded by dense clogging layers.
Fig. 29.17
Industrial immersion test in continuous steel casting [34]; filter residues after excessive slag and air exposure at high temperatures (a) as well as digital light micrographs of oxidized filter struts (b) and intact filter struts with unaltered carbon-bonded alumina matrix surrounded by dense clogging layers (c)
×
The present investigation delivered first proofs of principle for the new filtration concept by filter immersion using carbon-bonded alumina foam filters and gel-cast filters. Nonetheless, further investigations are necessary to improve the gel-casting technology and immersion procedure of filter plates and to research the filtration efficiency of foam filters and gel-cast filters by the new filter immersion concept in direct comparison.
Acknowledgements
The authors would like to acknowledge the German Research Foundation (DFG) in terms of the Collaborative Research Center 920-Project-ID 169148856, subproject T01, for the financial support of this research. Furthermore, special thanks go to J. Hubálková and B. Luchini for performing and supporting the computed tomography analyses, M. Rudolph for conducting the XRD investigation as well as N. Brachhold and G. Schmidt for performing the SEM, EDS and EBSD analyses.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.