This chapter concerns the influence of internal defects (i.e. nonmetallic inclusions, secondary phases and cast defects) on the fatigue lifetime of steel and aluminum alloys in the high cycle fatigue (HCF) and very high cycle fatigue (VHCF) regime. The detrimental effect of internal defects depends on multiple factors such as size, morphology, chemical composition, test temperature or position in the material. Specimens were tested after active and/or reactive melt filtration processes of the materials which served to influence the amount and size distribution of internal defects. Fatigue experiments up to 109 cycles were carried out using ultrasonic fatigue testing equipment. In addition, in situ methods, as e.g. full surface view thermography and acoustic emission (AE), were applied to study the processes of crack initiation and propagation, which finally lead to fatigue failure. Furthermore, the cyclically strained samples were subjected to fractographic analysis and the S–N-curves were discussed according to the characteristics of the crack-initiating defects. Based on these investigations, an enhanced knowledge about the correlation of internal defects on the materials’ fatigue strength enables a specific melt filtration strategy adjusted to the materials’ service conditions.
24.1 Introduction
The majority of failure cases of metallic components in mechanical engineering or mobility is caused by cyclic loading and the related fatigue effects. The material behavior under cyclic loading in the range of high and medium stress amplitudes resulting in low and medium service lives (low cycle fatigue, LCF and high cycle fatigue, HCF), respectively, has been studied very intensively over the last 50 years. A very good understanding of the microstructural processes and damage mechanisms ending up in several model approaches (e.g. Antopopolous [1], Essmann et al. [2], Polak [3]) was obtained.
The current scientific challenge of fatigue research concerns the fatigue properties of materials in the range of very high cycle fatigue (VHCF) with number of cycles to failure Nf > 107. In particular, so-called type II materials are in the focus (see [4]), in particular e.g. high-strength steels, rolling bearing steels or Ni-based alloys. These materials contain discontinuities in the bulk such as nonmetallic inclusions, shrinkage cavities, secondary phases, which are acting as stress concentrators and are causing, therefore, fatigue failure. This results for majority of metallic materials in a multistage fatigue life curve (stress amplitude vs. number of cycles to failure; S–N curve). Whereas fatigue failure is mostly dominated by crack initiation at the surface in the LCF/HCF regime, a shift of the crack initiation site to the interior of the material is observed in the VHCF regime resulting in the well-known fisheye fracture surface (see [5]). The fatigue life in VHCF regime is, therefore, dominated by the crack initiation phase, which covers more than 97% of the fatigue life. According to Murakami [5], the fatigue strength depends on the following parameters of nonmetallic inclusions: (i) the size of the inclusion, (ii) the position of the inclusion with respect to the surface, and (iii) the hardness of the bulk material. Regarding the size of the inclusion, Murakami [5] introduced the √area concept, which describes the size of a defect as the square root of the initial defect area projected onto a plane perpendicular to the stress axis, i.e. new defects (small incipient cracks) occurring in the course of the damage are not included in the calculation. Considering the location of nonmetallic inclusions in the tested volume, three different scenarios were introduced: (i) inclusions at the surface, (ii) inclusions below/in contact with the surface, and (iii) inclusions in the bulk. According to these three scenarios, the fatigue strength σw can be evaluated considering the largest inclusion’s parameters and the hardness of the matrix material as an additional parameter [5]. This empirical model was applied in numerous studies on different materials and described very well the influence of nonmetallic inclusions on the fatigue life. A linear relationship between size of the fisheye and depth of the largest inclusion below the surface was found as well [6, 7]. The formation of a fisheye around internal defects can be accompanied by (i) the formation of a optically dark area (ODA), (ii) a fine granular area (FGA), or (iii) a granular bright facet (GBF), respectively. However, these terms are used quite confusing since often the same fatigue crack zones were labelled with different names (FGA, ODA, GBF) or giving the same name for different zones within the fisheye, which is caused mostly by the fact that subjective visual analysis of optical (ODA, GBF) or scanning electron microscope images is performed [8]. Nevertheless, different mechanisms were presented to describe the FGA around an inclusion: (i) hydrogen embrittlement [9], (ii) long-term repeated contact of the fracture surface under vacuum conditions (interior of the material) [10, 11], and (iii) formation of ultrafine-grained microstructure resulting in a “concavo-convex” pattern smaller than the original microstructure [12].
Anzeige
In particular in high-strength steels, nonmetallic inclusions or even large clusters of smaller inclusions have a detrimental influence on the fatigue behavior resulting in large scatter of the fatigue life [13, 14] or causing severe damage [15]. But also, secondary phases such as intermetallic in aluminum alloys [16] or grains with preferred orientations in Ni-base superalloys [17], Ti- or TiAl-alloys [18] may deteriorate fatigue properties. Therefore, the removal of detrimental nonmetallic inclusions or the prevention of intermetallic are important issues mainly for materials used in safety-relevant components, and, therefore, in the focus of research. Nonmetallic inclusions and/or intermetallic phases form mostly during the solidification process of the material, and are, therefore, irregular and randomly distributed in the solidified material regardless of the manufacturing process [19]. Most detrimental for fatigue properties is the largest nonmetallic inclusion remaining in the volume of the component, since it will act as crack initiating defect [5, 20]. However, it is a demanding and time-consuming process to evaluate the size distribution of inclusions contained in the solidified material by conventional methods such as defect analysis by optical microscopy on microscopic sections out of the metallic components. This method, moreover, provides only two-dimensional information and it is hardly possible to find the largest inclusion. Also, the application of nondestructive methods such as micro computed tomography (µCT) is not suitable for inspection of large metallic components due to the resolution limit. An excellent method for detection of the largest nonmetallic inclusion being present in a certain volume is fatigue testing at low stress amplitudes in the VHCF range.
Metal melt filtration can be used to improve the quality of the melt by reduction of nonmetallic inclusions. Whereas macroscopic exogenous inclusions (>20 µm) being the result of erosion of the refractory materials were directly removed with the slag and/or in the casting system, the removal of endogenous inclusions (<20 µm) is more challenging because they are forming continuously during the casting and solidification process [21]. The primary and secondary nonmetallic inclusions are related to reactions of the liquid melt with deoxidizers; tertiary and quaternary inclusions form below the liquidus temperature of the melt and can be even smaller than 1 µm. Therefore, the removal of endogenous inclusions is a challenging task, which can be hardly implemented by application of conventional ceramic foam filters. Thus, a new generation of active and reactive filters or even a combination of both was developed [22, 23].
The aim of this work is to evaluate the effect of the newly developed filters and filter systems on the fatigue lives of the solidified materials, which was intensively studied for the quenched and tempered cast steel 42CrMo4 as well as for the steel 18CrNiMo7-6, whereas Chap. 25 of this volume is focusing on the influence of the filters on the respective inclusion size distributions as well as their chemistry and their morphology in the solidified steels. In aluminum alloys, the influence of both internal shrinkage cavities (AlSi7Mg) as well as intermetallic phases (AlSi9Cu3) on the fatigue lives was studied.
24.2 Materials and Methods
24.2.1 Materials and Manufacturing
The influence of internal discontinuities on the mechanical behavior under cyclic loading was studied for two steels and two aluminum alloys: (i) quenched and tempered steel 42CrMo4, (ii) hardened steel 18CrNiMo7-6, (iii) AlSi7Mg, and (iv) AlSi9Cu3 produced under different routes.
Anzeige
Quenched and Tempered Steel 42CrMo4
The steel 42CrMo4 was investigated both after melt filtration applied in (i) industrial sand-casting route as well as in (ii) laboratory route using a steel cast simulator.
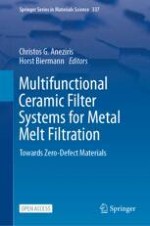
The industrial casting route was performed at Edelstahlwerke Schemes GmbH (Pirna, Germany). The casting system used for these investigations consisted of three parts: (i) the casting gate (CG), (ii) the casting plate (CP), and (iii) the feeder (F) as shown in Fig. 24.1. Two filters were applied to the casting gate: (i) a contaminating filter for the artificial impurification of the steel melt with nonmetallic inclusions of the alumina-type (Al2O3), and (ii) a cleaning filter for metal melt filtration. For the cleaning filter, two different types of ceramic foam filters were used: (i) active filters based on carbon-bonded alumina (Al2O3–C) and (ii) reactive filters based on carbon-bonded magnesia (MgO–C), compare Chap. 1, [23]. Whereas the active filters operated as mechanical filtration of exogenous inclusions as well as of primary and secondary endogenous inclusions by application of a coating offering the same chemical composition as the majority of inclusions in the steel melt, the reactive filters reduce the dissolved oxygen content of the steel melt [23]. The functionalized coatings on the surface of active filters were: (i) alumina (Al2O3), (ii) spinel (MgAl2O4), or (iii) mullite (3Al2O3*2SiO2). Fatigue tests were performed for the casting plate (CP) and the region below the feeder (BF). The material of the casting gate as well as the feeder was not investigated by fatigue experiments.
A 3-D illustration of a casting system. It highlights the feeder, casting plate, casting gate, contaminating filter, new metal melt filter, and the segment below the feeder.
Fig. 24.1
Casting system of industrial sand-casting route for 42CrMo4. Reproduced from [24]
×
In the laboratory route a steel cast simulator (see Chap. 19) was operated at Institut of Ceramis, Refractory and Composite Materials (TU Bergakademie Freiberg, Germany) to investigate the influence of crucible materials, the reactive filtration, the active filtration, and a combination of active and reactive filtration on both the size distribution of nonmetallic inclusions as well as on their chemical composition and morphology. The effect of reactive and/or active filtration on the inclusion distribution as well as on their size and morphology was studied by (i) immersion filtration (reactive), (ii) flow-through filtration (active), and (iii) a combination of (i) and (ii). Whereas carbon-bonded alumina (C–A) filters designed by Emmel et al. [22] were used for immersion filtration, ceramic foam filters of Foseco (STELEX PrO, Foseco International Ltd., Tamworth, UK) were applied for flow-through filtration. Coatings with carbon nano tubes (CNT) together with alumina nano sheets (ANS), calcium aluminate (CA) and an alumina flame-spraying (FS) were applied on both filter types. Details on the application of the coating are described in Chap. 1 and [25‐27]. The working principle of the steel cast simulator is presented in detail in [28, 29]. Before filtration, defined alumina inclusions were generated in the melt by oxidation (addition of 0.5 wt% of iron oxide) and subsequent deoxidation with pure aluminum (0.05 wt%), followed by a specific time–temperature regime [30, 31]. The immersion filters (I) were immersed for 10 s into the steel melt. The flow-through filtration (F) was conducted by tilting the crucible and pouring the steel melt through the filters. In addition, combinations of immersion filtration and flow-through filtration (I_F) were conducted as well. The applied filters and filter combinations had an influence on the chemical composition, in particular on the amount of aluminum and oxygen, of the filtered steel. Table 24.1 summarizes the chemical compositions of steel 42CrMo4 after the treatments in the steel cast simulator. The filter IDs and abbreviations used in Table 24.1 denote reference materials without any filtration (I0, F0), alumina flame-spraying (Al2O3-f-s, IA, FA), alumina-based slurry (AC5, IAC5, FAC5), carbon nano tubes and alumina nano sheets (CNT + ANS, INM, FNM for nano materials) as well as calcium-hex-aluminate (CA6, ICA6) and calcium-di-aluminate (CA2, ICA2), respectively. Standard methods were used for the determination of the chemical composition such as (i) gas fusion analysis (O), (ii) combustion/infrared absorption analysis (C,S), and optical emission spectroscopy (other elements).
Table 24.1
IDs, filter nomenclature and chemical composition (in wt%) of solidified 42CrMo4 batches after immersion and flow-through filtration as well as combination of both
ID
Filter
C
Cr
Mn
Si
S × 10–3
P × 10–3
Al × 10–3
[O]tot × 10–3
I0(1)
–
0.34
0.95
0.71
0.20
1
21
7
3
I0 + F0(2)
–
0.30
0.93
0.59
0.18
2
10
2.2
3
IA
Al2O3 f-s
0.33
0.97
0.70
0.21
2
17
3
6
FA
0.34
0.95
0.64
0.28
1
13
2*
9
IAC5
AC5
0.32
0.96
0.68
0.20
2
16
<1
4
FAC5(3)
0.34
0.95
0.64
0.28
1
13
2a
9
INM
CNT + ANS
0.34
0.97
0.75
0.23
2
23
1
4
FNM
0.32
0.95
0.69
0.18
1
13
2
1
ICA6
CA6
0.33
0.97
0.75
0.22
1
23
2
4
ICA2 + FA
CA2 + Al2O3 f-s
0.30
0.95
0.65
0.18
2
10
<1
4
INM + FA
CNT + ANS + Al2O3 f-s
0.29
0.96
0.68
0.19
2
10
<1
4
(1) Reference material for immersion filtration
(2) Reference material for combination of immersion and flow-through filtration
(3) Reference material for flow-through filtration
a Single measurements below the detection limit of 0.001 wt%. Fe balance
The filter-treated and solidified cast plates and ingots were hot-isostatically pressed (HIP; Bodycote, Germany) in order to reduce closed shrinkage porosity.
Case Hardening Steel 18CrNiMo7-6
The steel 18CrNiMo7-6 was used for the investigation of the influence of refractory crucible materials on the formation of nonmetallic inclusions under laboratory conditions using the above-mentioned steel cast simulator. The working principle of steel cast simulator is described in more detail in Chap. 19. For this purpose, three different crucible materials were applied: (i) carbon-bonded alumina (A–C), (ii) carbon-bonded alumina–zirconia-titania (AZT–C), and (iii) carbon-bonded alumina with carbon nano tubes and alumina nano sheets (AZT–C–n). Details on manufacturing of the crucible materials can be found in Aneziris et al. and Fruhstorfer et al. [32, 33]. The steel melt was exposed to the crucible materials for 1 h at 1580 °C and, subsequently, solidified. The chemical compositions of the as-delivered steel and the solidified batches after contact with different crucible materials are summarized in Table 24.2. All batches were hot-isostatically pressed (Bodycote, Germany) in order to reduce closed shrinkage porosity. For more details see [34].
Table 24.2
Batch nomenclature and chemical composition (in wt%) of solidified 18CrNiMo7-6 steel using different crucible materials. Fe balance. Partly reproduced from [34]
Batch
C
Cr
Ni
Mn
Si
S × 10–3
P × 10–3
Al × 10–3
[O]tot × 10–3
As-delivered
0.19
1.59
1.43
0.24
0.70
27
16
22
25
A-C
0.07
1.44
1.41
0.25
0.63
24
7
<1
32
AZT-C
0.12
1.57
1.39
0.25
0.68
21
13
<1
24
AZT-C-n
0.11
1.55
1.35
0.25
0.61
21
11
<1
20
Aluminum Alloys AlSi7Mg and AlSi9Cu3
AlSi7Mg (A356) was manufactured in two batches: (i) die casting of cylindrical rods under laboratory conditions (batch 1), and (ii) sand casting (batch 2). Both batches were treated with 0.025 wt% strontium in order to minimize the harmful influence of eutectic. The chemical compositions of both batches determined by optical emission spectroscopy are summarized in Table 24.3. Both batches were hot-isostatically pressed (Bodycote, Germany).
Table 24.3
Chemical composition (in wt%) of both solidified AlSi7Mg after continuous casting (batch 1) and die casting (batch 2) as well as AlSi9Cu3 for reference batch (R), the conditioned state (C) and conditioned and filtrated batch (CF). Al balance. According to [31, 35]
Batch
Si
Cu
Fe
Mn
Zn
Mg
Sr
Cr
AlSi7Mg
1
6.83
0.29
2
6.58
0.28
AlSi9Cu3
R
8.70
2.11
1.71
0.09
0.43
0.20
0.03
0.03
C
8.82
2.10
1.60
1.23
0.34
0.22
0.03
0.03
CF
8.73
2.15
0.99
0.47
0.42
0.21
0.01
0.01
The commercial secondary AlSi9Cu3 cast alloy was used to study the influence of melt conditioning and filtration on the solidified microstructures and their influence on the mechanical properties, in particular under cyclic loading. A commercially available batch with an increased iron content was used as reference batch (R). The conditioning (C) and the combination of conditioning and filtration (CF) were performed in order to reduce both the iron content as well as the formation of harmful iron-containing intermetallic phases. For this purpose, the melt was doped with the master alloy AlMn20Fe0.3 (Technologica, Germany) and kept at approx. 620 °C and a dwell time of 3.5 h in a ceramic crucible of an electric holding furnace (C). Commercial ceramic filters with 30 pores per inch (Hofmann Ceramic, Germany) were used for subsequent filtration (CF). Finally, the melt was poured after degassing into a chill mold giving test bars of 16 mm in diameter and 200 mm in length. The chemical compositions measured by optical emission spectroscopy of reference batch R, batch C after conditioning and batch CF after conditioning and filtration are summarized in Table 24.3. All batches of AlSi9Cu3 were hot-isostatically pressed (Bodycote, Germany) in order to reduce closed shrinkage porosity.
24.2.2 Methods
Characterization of Inclusions
In order to study the effect of nonmetallic inclusions on the fatigue lives of different kinds of materials, the inclusions remaining in the solidified material had to be characterized according to their size, morphology and chemical composition as well as to their size distribution within the solidified materials. Light optical microscopy and scanning electron microscopy were used for detailed quantitative characterization of inclusions. These investigations were corroborated by chemical and electrolytical extraction to study the morphology of inclusions. Detailed quantitative analysis of inclusion size distributions in steel were performed using an automated scanning electron microscope with an integrated EDS detector. These investigations and their results are presented in more detail in Chap. 25.
Fatigue Tests
The fatigue tests were performed at room temperature in resonance mode up to 109 cycles at a testing frequency of about f = 19.5 kHz by using an ultrasonic fatigue testing machine (University of Natural Resources and Life Sciences, Vienna, Austria). The testing equipment consisted of an (i) ultrasonic transducer, (ii) amplification horn, and (iii) vibration sensor. For more details see Stanzl-Tschegg et al. [36]. The ultrasonic transducer is generating an ultrasonic wave which is transferred via an amplification horn (titanium) to increase the amplitude of the ultrasonic wave into the specimen. The length of the specimen has to be designed according to the resonant conditions of the investigated material using a modal analysis. Therefore, the Young’s modulus, the Poisson ratio and the velocity of sound for longitudinal waves in the material under investigation are needed. The ultrasonic wave propagating through the specimen is reflected on the free end of the specimen generating a standing wave due to the resonant conditions resulting in longitudinal loading of the specimen.
The ultrasonic fatigue test system is operated in vibration control. Thus, the stress amplitudes applied for fatigue tests were calibrated based on chosen vibration amplitudes. For this purpose, two strain gages were glued on opposite sides in the center of the gauge length. In the next step, the vibration amplitudes measured at the vibration sensor, which correlate with the amplitude of the generated ultrasonic wave, was set at three distinct supporting points and the resulting strain values at the strain gages were recorded. Consequently, a linear relation of strain ε vs. vibration amplitude was obtained. The applied stress can then be calculated applying Hooke's law and values of Young’s modulus for the tested materials.
Thus, the standing wave causes maximum vibration amplitudes at both ends of the specimen and a zero-vibration node in the center of the gauge length. In contrast, the resulting stress and strain amplitudes are zero at both end faces of the specimen and are at maximum in the center of the gage length as exemplarily shown for a 42CrMo4 specimen in Fig. 24.2a. In the present studies, a parallel gauge length of 9 mm was used instead of hour-glass specimen geometry to increase the cyclically strained material volume.
2 line graphs plot strain and stress amplitude versus specimen length and temperature versus specimen length, respectively, for delta epsilon over 2, delta sigma over 2, and T max, and pulse slash pause, and continuous without and with cooling. All graphs have single-peak curves. There is a schematic of a gauge.
Fig. 24.2
a Profile of strain and stress amplitude as well as temperature along a fatigue specimen for steel 42CrMo4 tested at a stress amplitude of σa = 400 MPa. b Temperature profile along a fatigue specimen of 42CrMo4 in continuous and pulse (600 ms)/pause (900 ms) mode tested with and without cooling at a stress amplitude of σa = 500 MPa. Reproduced from [37]
×
This technique allowed to fatigue the specimens till 109 cycles within a reasonably short time, e.g. few hours to few days depending on the applied stress amplitude and the damping behavior of the investigated material. The damping of the material caused a temperature increase in the gauge length of the specimen of several tens (aluminum) or up to hundreds of Kelvin (austenitic stainless steel). Therefore, pulse/pause mode in combination with additional cooling using compressed air (spot cooler, Eputec, Kaufferingen, Germany) was applied to avoid heating up of the specimen during the fatigue test due to damping of the material. During the pulse of defined length according to the applied stress amplitude the specimen was cyclically strained resulting in a temperature increase, whereas during the pause the gauge length of the specimen cooled down again to room temperature. Figure 24.2b shows the temperature profile within the gauge length of a 42CrMo4 steel in both continuous mode and pulse/pause mode with and without additional cooling. Pulse/pause mode and additional cooling was adopted to keep the temperature increase ΔT ≤ 10 K over the entire fatigue test until crack initiation appeared in the specimens. However, the pulse/pause sequences led to effective test frequencies significantly below 20 kHz. All fatigue tests were performed under symmetric push–pull loading conditions (R = −1) in laboratory air beside one test series which was carried out at R = 0.1. Since the fatigue tests were controlled by the resonant frequency fres, a decrease in fres of about 75 Hz was used as an indicator for the final failure of specimens. The run-out limit of the fatigue tests was set at 109 cycles.
In addition to fres, the nonlinearity parameter βrel was recorded in situ during the fatigue tests. The nonlinearity parameter was calculated from the amplitudes A of the first A1 (20 kHz) and second A2 (40 kHz) order of harmonic waves of the ultrasonic pulse according to Kumar et al. [38] by Eq. 24.1:
The difference between both amplitudes for current pulses and their difference to the initial undamaged material state (0) is highly sensitive to microstructural processes during cyclic loading (i.e., dislocation patterning, cyclic hardening or softening) as well as to damage processes (crack initiation) [39] and, therefore, an indicator for onset of damage. Thus, βrel should stay more or less constant at zero until crack initiation occurs yielding a sudden change in the nonlinearity parameter.
Specimen Preparation and Thermal Treatment
The specimen geometries used for the materials under investigation are summarized in Fig. 24.3. All fatigue specimens (42CrMo4, 18CrNiMo-7–6, AlSi7Mg, AlSi9Cu3) were manufactured by a CNC lathe from HIPed plates and ingots.
Three technical drawings for ultrasonic fatigue testing. The dimensions and measurements of the parts are marked with an M 8 times 1 thread at the top of each specimen.
Fig. 24.3
Specimen geometries for ultrasonic fatigue testing. a 42CrMo4 and 18CrNiMo7-6. b AlSi7Mg. c AlSi9Cu3 (for tests in combination with in situ acoustic emission measurements). All dimensions in mm
×
Specimens of 18CrNiMo7-6 were austenitized at 900 °C for 35 min in argon atmosphere and, subsequently, quenched in water resulting in a martensitic microstructure (see [34]). In order to obtain a high strength which is necessary for the ultrasonic testing, the specimens were not tempered.
The 42CrMo4 specimens underwent a quenching and tempering treatment: (i) austenitization at 840 °C for 20 min followed by quenching in helium, and (ii) tempering at 560 °C for 1 h in argon atmosphere yielding the typical microstructure of tempered martensite (e.g. [40]).
The gauge lengths of all steel specimens were manually grinded and polished down to 1 µm after the heat treatment. A plasma-nitriding treatment was applied to some 42CrMo4 steel specimens of the industrial sand-casting route and to all 42CrMo4 specimens from the steel cast simulator to avoid crack initiation from the surface. A two-step nitriding process was conducted to achieve a nitriding layer without compound layer with nitriding hardness depths (NHD) of 0.23 and 0.47 mm, respectively. For more details see [41].
Specimens of AlSi7Mg were precipitation hardened according to the peak-aged hardening treatment (T6) by a two-step heat treatment consisting of (i) solution annealing at 560 °C for 0.5 h followed by water quenching, and (ii) ageing at 165 °C for 16 h followed by air cooling. The microstructure of the AlSi7Mg alloy after T6 heat treatment consisted of α-Al solid solution, Al–Si eutectics and a minor content of Mg2Si precipitates mainly at grain boundaries (see [35]). Batch 1 was tested without any additional grinding and polishing in state after turning resulting with a surface roughness of Rz = 6.3 µm, whereas all specimens of batch 2 were carefully grinded and polished down to 1 µm.
Specimens of AlSi9Cu3 were tested in HIP condition without any heat treatment since this alloy is not precipitation hardenable. Again, the gauge lengths of all specimens were carefully grinded and polished down to 1 µm.
Fractography
The fatigue tests were terminated after a decrease of the resonant frequency Δfres = 75 Hz. Specimens were then cooled in liquid nitrogen and broken by slight mechanical impact taking care not to influence the fatigue fracture surface. All fracture surfaces were analyzed by scanning electron microscopy (SEM). For this purpose, a field-emission SEM (Mira 3 XMU, Tescan, Brno, Czech Republic) was used. Both fracture surfaces were analyzed using secondary electron (SE) contrast, backscattered electron (BSE) contrast and energy dispersive X-ray spectroscopy (EDS) for analyzing the crack initiation defects/nonmetallic inclusions.
From the SEM micrographs in SE contrast the following parameters were determined as shown in Fig. 24.4: (i) the depth of the inclusion/defect Sinc (Fig. 24.4a), (ii) the diameter of the fish eye Dfisheye (Fig. 24.4a), (iii) the area of the inclusion/defect Ainc (Fig. 24.4b), and (iv) the area of the FGA AFGA (Fig. 24.4b)—if present. These parameters were used for the calculation of the fatigue limit σw according to Murakami [5] depending on the position of the defect, the core hardness of the material and the √area value of the defect as well as the applied stress amplitude σa.
Two parts of fracture surfaces. A. A circular diagram has labels inclusion depth, fisheye diameter, and fatigue and overload fractures. B is a micrograph highlighting the defect area labeled A inclusion and fine granular area labeled A F G A of a 42 C r M o 4 material.
Fig. 24.4
Measured parameters on fracture surfaces. a Measurement of the inclusion depth (Sinc) and the fisheye diameter Dfisheye. b Determination of the defect area Ainc and the area of the fine granular area AFGA (42CrMo4, σa = 550 MPa, Nf = 1.14 × 108 cycles). Reproduced from [24]
×
Thermography
During the ultrasonic fatigue tests, thermographic measurements were performed using a long-wave-range infrared (IR) thermocamera VarioCam hr head 600 (InfraTec, Dresden, Germany) operating in the spectral range of 7.5 µm up to 14 µm. The microbolometer-focal plane array detector enables a geometric resolution of 640 × 480 IR pixel. The thermal resolution is <0.03 K at 30 °C. The camera is equipped with a Germanium macro-lens (Zeiss, Jena, Germany) with an anti reflexion coating enabling of field of view (FOV) of 27 × 20 mm at a pixel size of 42 µm. In addition, the camera can be used with an infrared microscope lens enabling higher resolution covering an image field of 16 × 12 mm with a pixel size of 25 µm. For both lenses the focus distance is about 50 mm. The camera is operating at frame rates of up to 50 Hz. Figure 24.5a shows the thermocamera equipped with the microscopic lens in front of the fatigue specimen mounted in the ultrasonic fatigue testing rig. An infrared thermogram of a cyclically strained AlSi7Mg specimen is shown in Fig. 24.5b.
A photo of an experimental setup of an infrared thermo camera focused on a dark-coated specimen for ultrasonic fatigue testing. On the right is an I R image indicating temperature variations on the specimen in contours.
Fig. 24.5
a Experimental setup of the infrared thermocamera Variocam hr (microscopic lens) 50 mm in front of a black-coated specimen mounted in the ultrasonic fatigue testing rig. b IR image of the central part of a fatigue specimen close to the end of the fatigue life Nf. Reproduced from [35]
×
In addition, this thermographic setup was extended by two mirrors made from grinded and polished aluminum sheets (AlMgSi1, EN AW 6082), which were installed behind the fatigue specimen at an angle of 45° each. Details are described in literature [37] and in Chap. 26. This setup allows to obtain a complete image of the specimen’s circumference. IR images consist then of three parts (see Fig. 24.6a): (i) direct IR thermograms of the front side (2), and (ii), (iii) IR reflectograms from the back of the specimen (1-left, 3-rigth). The temperature obtained using the Al mirrors was about 2 K less than the direct measurement. The measurements were evaluated as follows: Starting from IR-thermograms at fatigue failure Nf of a specimen, the thermal hot spot caused by crack initiation and crack growth was evaluated and indicated by a horizontal line (L1 to L3 in Fig. 24.6a). At these lines’ Li the evolution of temperature during the entire fatigue experiment was evaluated as shown in Fig. 24.6b, where the temperature course shows an increase in temperature during pulses and a decrease during the pauses. The maximum temperature Li,max of every pulse was extracted by using an algorithm programmed in Python, compare Fig. 24.6b. The temperature increase was <7 K during the pulse-pause mode in the steady state range of 1 × 105 < N < 1 × 106 of the fatigue test. At N < 105, the temperature increased above room temperature due to damping. At N > 106 crack initiation occurred resulting in a sudden and significant increase in temperature. The direction of view of the thermocamera was marked on the investigated circumference of the specimen enabling, thus, a correlated fractographic analysis of the fracture surface using SEM.
Left. A contour plot has temperature gradients with T max determined by profile lines at the crack initiation point. Right. A line graph of temperature versus the number of cycles plots continuous recording in pulse or pause mode and extracted maximum of every pulse in an increasing trend.
Fig. 24.6
Full-surface view thermographic measurements. a Determination of the maximum temperature Tmax in the direct thermal measurement (L2) and both reflectograms at the left (L1) and at the right side (L3) of the specimen by using horizontal profile lines (L) directly at the crack initiation point. b Temperature evolution during pulse/pause cyclic loading and extraction of the maximum temperature of every pulse. Reproduced from [37]
×
Acoustic Emission
Acoustic emission (AE) measurements were performed in situ during ultrasonic fatigue tests on aluminum alloy AlSi9Cu3. For this purpose, fatigue tests were performed in continuous mode under tensile mean stress (R = 0.1) at a stress amplitude of σa = 70 MPa. Additional spot cooling was applied to maintain the temperature in the gauge length of the specimens almost constant at 20 °C ± 2 °C. At this stress level, fatigue lives Nf of 1 × 106 cycles up to 1 × 107 cycles were reached resulting in test durations of about 1 min up to 10 min at a test frequency of f = 19.5 kHz. The AE signals were recorded by a broadband Pico-AE sensor (Physical Acoustics Corp., USA), which was attached to the free end of the tensile rod connected to the loaded specimen. The AE waveforms were acquired using the 18-bit PCI-2-based AE system by Physical Acoustics Corp. (USA). The signals of the AE sensor were (i) amplified by 40 dB, (ii) band-pass (50–1000 kHz) filtered, and (iii) recorded continuously without threshold with a sampling frequency of 2 MHz. Due to the high sampling rate and the test duration of several minutes large data sets were expected. Therefore, a series of consecutive continuous AE data streams of 1 min were recorded during each fatigue loading experiment. In total 10 fatigue experiments were performed with AE record. Processing of AE data was conducted via algorithms implemented in MATLAB. Figure 24.7 shows the complete experimental setup for the AE measurements during ultrasonic fatigue testing in combination with infrared thermography. For more details see Seleznev et al. [42].
2 parts. Left is a photograph of the resonating load path setup, highlighting the piezo actuator, amplifying horn, vibration sensor, air cooling nozzles, tension grip, and A E sensor. On the right is a schematic of the same with a simplified parts description and control units.
Fig. 24.7
Experimental setup of in situ acoustic emission measurements during ultrasonic fatigue testing under mean tensile stress (R = 0.1) on AlSi9Cu3. a Photographic image of the resonating load path. b Simplified principal scheme and parts description together with control units. Reproduced from [42]
×
24.3 Detrimental Effect of Internal Defects and Microstructural Inhomogeneities on Fatigue Life
24.3.1 Industrial Sand-Casting Steel
The applied variants of active (Al2O3–C), reactive (MgO–C) and functionalized filters (alumina, spinel or mullite coating) for the melt filtration of the 42CrMo4 steel revealed similar effects on the fatigue behavior in the VHCF regime as shown by Krewerth et al., c.f. Figure 3 in [24]. The only outlier was the Al2O3–C filter functionalized with mullite coating showing the lowest fatigue strength caused by dissolution of the mullite coating in contact with the steel melt. In addition, the most common failure mechanism in these investigations was fatigue failure caused by nonmetallic inclusions on or in contact with the surface of the fatigue specimens. Therefore, to focus on the fatigue failures which occurred at internal inclusions all batches were analyzed together excluding the batch with mullite coating. Figure 24.8a shows the fatigue life diagram (stress amplitude vs. number of cycles to failure) for the entity of 42CrMo4 cast plates (CP) including the material below the feeder (BF). Data sets are distinguished in failure due to surface inclusions (filled circles—CP, crosses—BF) and failure at internal inclusions (open circles—CP). In addition, Fig. 24.8b shows the Weibull probability plot in dependence on the location and the size of the crack initiating inclusions.
Two scatter and line graphs plot stress amplitude versus the number of cycles to failure and initiating inclusions versus I n for surface, internal, and surface inclusions. Plots and lines in graph A decline, while they incline in graph B.
Fig. 24.8
Industrial sand-casting route of steel 42CrMo4—summary of all tested filter variants. a Stress versus number of cycles to failure (S–N) plot for different locations of the crack initiation sites for material of the casting plates (CP) and below feeder (BF). b Weibull probability plot for the different locations and sizes of the crack initiation inclusions. The average defect sizes are indicated. Reproduced from [24]
×
It is obvious that the material below the feeder contained the largest nonmetallic inclusions located mostly at or in contact with the specimen surface resulting in shortest fatigue lives at all tested stress amplitudes. In contrast, the casting plates contained smaller inclusions. However, internal inclusions causing fatigue failure were in average with 115 µm larger compared to nonmetallic inclusions located at the surface with an average size of 44 µm (compare Fig. 24.8b). Thus, small inclusions at the specimen surface reduced the fatigue lives and were more detrimental than larger internal inclusions which is in good accordance to Murakami [5]. Moreover, both surface and internal inclusions in the casting plates caused significantly higher scatter of fatigue lives (several decades) at the same applied stress amplitudes than the larger inclusions in the material below the feeder, which shows a quite narrow scatter band of fatigue lives (see Fig. 24.8a).
Focusing on crack initiating internal inclusions in the casting plates, four different types of inclusions were found: (i) type 1—large clusters of agglomerates of small Al2O3 inclusions (<2 µm) forming a fisheye but no FGA; (ii) type 2—clusters of nonmetallic inclusions forming both a fisheye and a FGA; (iii) type 3—MnS inclusions, and (iv) type 4—large agglomerates of nonmetallic inclusions. For more details see [24].
The most frequently observed inclusion type is type 2 followed by type 1. Types 3 and 4 were only observed twice. The correlation of inclusion depth Sinc and inclusion size √area as well as of fisheye radius Dfisheye/2 and inclusion depth Sinc are shown in Fig. 24.9a, b. It was found also for internal inclusions that smaller inclusions were located closer to the surface (small Sinc), whereas larger inclusions were located deeper in the bulk of the specimen volume. Moreover, a linear relationship between inclusion depth and fisheye radius was observed (c.f. [6, 7]). The deeper the inclusion was located below the surface the larger the fisheye could grow.
Four scatterplots of inclusion depth versus area and number of cycles to failure and fisheye radius versus inclusion depth and number of cycles to failure for types 1, 2, 3, and 4. The graphs have increasing trends in A and B and declining trends in the rest 2.
Fig. 24.9
Four different types of fatigue crack initiating inclusions, their geometrical parameters and the influence on the fatigue lives Nf in steel 42CrMo4. a Inclusion depth Sinc vs. inclusion size √area. b Linear correlation between fisheye radius Dfisheye/2 and inclusion depth Sinc. c Correlation of Sinc and Nf. d Correlation of Dfisheye/2 and Nf. In c and d sizes of individual inclusion types are indicated. Reproduced from [24]
×
The size as well as the location below the surface had a significant influence on the fatigue lives as shown in Fig. 24.9c, d. Due to the linear correlation between Sinc and fisheye radius Dfisheye/2, both parameters seem to be interchangeable resulting in similar influences on fatigue lives. The similar trend was found for all four inclusion types. The larger the depth of inclusions or the fisheye radius the larger was the inclusion itself resulting in shorter fatigue lives.
To find the largest inclusion in the studied volume, we had to enhance the fatigue failure caused by internal nonmetallic inclusions. A way to protect the specimens against surface crack initiation was by introduction of compressive residual stresses below the surface. For this purpose, two different strategies were followed: (i) shot peening and (ii) plasma nitriding. However, the shot peening was not efficient since the compressive residual stresses introduced via shot peening were mostly relaxed during ultrasonic fatigue testing. Therefore, results on the influence of plasma nitriding are presented only. Two-step nitriding treatment was performed resulting in NHDs of 0.23 mm and 0.47 mm (see Sect. “Specimen Preparation and Thermal Treatment”). Due to the diffusion of nitrogen, compressive stresses of about −100 MPa and −500 MPa for NHD of 0.23 mm and 0.47, respectively, were measured close to the surfaces [41]. The influence of the nitriding depth on the fatigue behavior is shown in Fig. 24.10a, b for NHD = 0.23 mm and 0.47 mm, respectively. In general, all specimens failed at internal inclusions regardless the applied stress amplitude, although the fatigue strength of specimens with NHD of 0.47 mm was significantly higher (650–750 MPa) compared to NHD of 0.23 mm (575–625 MPa). Moreover, majority of specimens with smaller NHD failed directly at the primarily applied stress level (eight out of ten specimens), whereas majority of specimens with NHD 0.47 mm (seven out of ten) reached run-out limit on the primarily applied stress amplitude and the stress amplitude had to be raised several times until fatigue failure occurred (marked by an ellipse in Fig. 24.10b).
Two scatterplots of stress amplitude versus the number of cycles to failure for N H D = 0.23 and 0.47 millimeters. The plots are densely scattered between 550 and 700 and 600 and 750 on the y-axis, respectively. The right graph highlights the run-out plots.
Fig. 24.10
Fatigue behavior of plasma-nitrided steel 42CrMo4. a Stress amplitude vs. number of cycles to failure for NHD = 0.23 mm and b NHD = 0.47 mm. Filled symbols correspond to specimens which failed on the primarily applied stress amplitude, whereas open symbols are related to run-out specimens, which were raised in stress amplitude several times until failure occurred. Reproduced from [41]
×
Typical fracture surfaces of specimens with different NHD are shown in Fig. 24.11. The fracture surfaces shown in Fig. 24.11a, b, e resemble much on fracture surfaces of nitrided steel specimens cyclically strained in low cycle fatigue (LCF) and high-cycle fatigue (HCF) regime [43]. Clearly, the nitriding layer, the nonmetallic inclusions surrounded by fisheye, and the region of crack growth in the field of compressive residual stresses (wing-shaped region) can be distinguished from the region of globally stable crack growth in the core of the material, and, finally, the region of brittle fracture (due to cooling in liquid nitrogen after end of the fatigue tests). In these cases, the nonmetallic inclusions were located directly in the region of the nitriding layer or in the region influenced by the compressive residual stresses. At the same time, these were specimens, in which the stress amplitudes had to be raised several times in order to reach fatigue failure. However, analyzing the nonlinearity parameter βrel (see Sect. “Fatigue Tests”) it turned out that fatigue crack initiation occurred already at the primarily applied stress amplitude σai at a certain number of cycles for crack initiation Ni. However, due to the compressive stresses caused by the nitriding layer, the growth of the fatigue crack within the fisheye was hampered until the region of crack growth (wing-shaped regions) extended towards the specimen surface. In contrast, inclusions located close to the center of the cross section far away from the zone of compressive residual stress (Fig. 24.11c, d, f) yielded large fisheyes and failed at the primarily applied stress amplitude σa.
Micrographs of six fracture surfaces of plasma-nitrided 42 C r M o 4 specimens. Each has different stress conditions and inclusion depths. The dashed circles indicate N H D and residual compressive stress zones, while small circles highlight fisheyes around crack-initiating inclusions.
Fig. 24.11
Fracture surfaces of plasma-nitrided 42CrMo4 specimens. a–d NHD = 0.47 mm. e–f NHD = 0.23 mm. a σai = 650 MPa, Ni = 448,272,000, Sinc = 924 µm. b σai = 675 MPa, Ni = 9,282,000, Sinc = 821 µm. c σa = 625 MPa, Nf = 2,066,000, Sinc = 1549 µm. d σa = 650 MPa, Nf = 128,932,000, Sinc = 1685 µm. e σai = 575 MPa, Ni = 81,461,000, Sinc = 154 µm. f σa = 600 MPa, Nf = 7,682,000, Sinc = 1259 µm. Red dashed circles indicate the NHD and the zone of residual compressive stresses σres, respectively. Dashed black circles indicate the fisheye around crack-initiating NMIs. Reproduced from [41]
×
24.3.2 Steel Cast Simulator
Influence of Crucible Material—Steel 18CrNiMo7-6
The melt treatment of the steel 18CrNiMo7-6 in different crucible materials had a significant influence on the chemical composition (compare Table 24.2) of the batches and, consequently, also on the fatigue lives. Beside the desired reduction in aluminium content to reduce the amount of alumina inclusions, the crucible materials caused also a significant loss in carbon, in particular the carbon-bonded alumina (A-C) crucible. Thus, the applied quenching treatment resulted in an ultimate tensile strength of 1200 MPa only. Desired strength values for investigations of the detrimental influence of nonmetallic inclusions should be at least 1400 MPa. The fatigue lives of steel melted in the three crucible materials is shown in Fig. 24.12. Crack initiation occurred either at nonmetallic inclusions located at the surface causing shorter fatigue lives (filled symbols) or at internal nonmetallic inclusions yielding higher number of cycles to failure Nf > 107 (open symbols). Finally, this resulted in a large scatter of fatigue lives Nf in the range of 105 < Nf < 109 cycles.
A scatterplot of stress amplitude versus the number of cycles to failure for surface, internal, and runout of A C, A Z T C, and A Z T C n. The graph has a decreasing trend, with higher values for surface A C.
Fig. 24.12
Stress amplitude vs. number of cycles to failure obtained for steel 18CrNiMo7-6 solidified in different crucible materials: (i) A–C, (ii) AZT–C, and (iii) AZT–C–n. Reproduced from [34]
×
Significantly different fatigue lives were observed for the three treated steel batches as indicated by the S–N plots in Fig. 24.12. Thus, differences in the fatigue strength at N = 107 between A–C, AZT–C, and AZT–C–n were about 100 MPa and 200 MPa, respectively, whereby the batches AZT–C–n and A–C exhibited the lowest and highest fatigue strength, respectively. This behavior is related to the different appearance of crack initiating nonmetallic inclusions regarding their chemistry, morphology and size distribution, cf. Chap. 25 or [44]. In addition, crack initiating nonmetallic inclusions were studied on the fracture surfaces. Figure 24.13 shows the relationship between inclusion size (√area) and fatigue life Nf (Fig. 24.13a) as well as the correlation between the inclusions’ depth and their size (Fig. 24.13b).
Two scatterplots of the size of the N M I square root of area versus the number of cycles to failure and the depth of inclusion versus the size of the N M I square root of area for surface and internal. The plots do not correlate.
Fig. 24.13
a Correlation between crack-initiating inclusion sizes (√area) and numbers of cycles to failure in steel 18CrNiMo7-6. b Depth of inclusions versus inclusion sizes (√area). Reproduced from [34]
×
It turned out that the AZT–C–n crucible resulted in the largest nonmetallic inclusions, which were located sometimes also in touch with the surface, yielding, however, also high fatigue lives, however, at the lowest stress level. Crack initiating nonmetallic inclusions of A–C and AZT–C batches, however, had dimensions √area <100 µm at different inclusion depths resulting in a huge scatter of fatigue lives.
Figure 24.14 shows exemplarily fracture surfaces of batches A–C (Fig. 24.14a), AZT–C (Fig. 24.14b) and AZT–C–n (Fig. 24.14c). The chemical analysis revealed duplex inclusions consisting of Mn–S–Si–O as damage relevant defects for batch A–C, whereas large, dendritic MnS inclusions caused failure in batch AZT–C–n. The change from globular to dendritic MnS was a consequence of the reduced oxygen content in batch AZT–C–n compared to batch A–C (see Table 24.2). For more details on microstructure of duplex inclusions and their formation see [44] and Chap. 25.
Three S E M micrographs of steel 18 C r N i M o 7 6 with nonmetallic inclusions from different batches of A C, A Z T C, and A Z T C n. Each micrograph has a unique inclusion pattern with corresponding E D S element maps for M n, S, S i, and O.
Fig. 24.14
Typical internal crack-initiating nonmetallic inclusions in steel 18CrNiMo7-6. a Batch A–C. b Batch AZT–C. c Batch AZT–C–n. SEM micrographs in SE contrast in combination with EDS element maps of Mn, S, Si, and O, respectively. Reproduced from [34]
×
Immersion Filtration of Steel 42CrMo4
The fatigue behavior of steel 42CrMo4 in reference condition (I0) and after immersion filtration with different filter coatings (IA, IAC5, INM, ICA6, compare Table 24.1) is shown in Fig. 24.15. In the S–N curves fatigue failures by internal nonmetallic inclusions with FGA (filled symbols) and without FGA (half-filled symbols) are distinguished. Run-outs are indicated by open triangles. Again a large scatter of fatigue lives over several decades was observed for all batches at stress amplitudes between 500 and 575 MPa. Batches ICA6 and INM exhibited the lowest fatigue strength values, whereas fatigue lives of IA, IAC5 fall into a scatter band together with I0. As seen from Fig. 24.15b, the largest crack initiating nonmetallic inclusions with sizes of about 100 µm up to 150 µm were found on the fracture surfaces of batch ICA6. Fatigue failure causing nonmetallic inclusions in all other batches including the reference batch were < 100 µm. Therefore, the calculated fatigue strength σw according to Matsomuto’s approach [45] yielded the lowest values for batch ICA6. This is in contradiction to the finding that the functionalized coatings on the immersion filters yielded both a significant reduction of the total amount of inclusions as well as a reduction in size of inclusions, cf. Chap. 25.
Three dot plots of stress amplitude versus cycles to failure, and crack initiating N M I size and calculated fatigue limit versus applied filter coating for I 0, I A, I A C S, I N M, I C A 6, without F G A, with F G A, and runout. Graphs A has decreasing trends, while B and C have vertical trends.
Fig. 24.15
Results of ultrasonic fatigue tests of steel 42CrMo4 after immersion filtration. a S–N diagram. b Sizes of crack-initiating nonmetallic inclusions. c Fatigue limit σw calculated according to Matsumoto’s approach. For filter IDs see Table 24.1. Partly reproduced from [40]
×
From Fig. 25.3c in Chap. 25, however, it is visible that the inclusion size distribution of batch ICA6 revealed not only a significant reduction of inclusions at all and a shift to smaller inclusions sizes of about 3 µm, but also shows to certain amount an extension to larger inclusion > 100 µm which were also observed on the fracture surfaces.
Figure 24.16 shows an example of a fracture surface containing a plate-like alumina inclusion. Such plate-like alumina inclusions were found to be the major crack initiating defect type in all batches of immersion filtration regardless the coating applied on the filter surfaces.
Three S E M micrographs of a fractured 42 C r M o 4 steel surface. They include an overview with a fisheye, a detailed view of a nonmetallic inclusion, and a plate-like alumina inclusion with E D S element maps of aluminum and oxygen.
Fig. 24.16
Typical fracture surface of steel 42CrMo4 after immersion filtration. a Overview with indicated fisheye. b Detailed view on nonmetallic inclusion. c Plate-like alumina inclusion together with EDS element maps of aluminum and oxygen. Partly reproduced from [40]
×
Flow-Through Filtration of Steel 42CrMo4
The influence of flow-through filtration on the fatigue lives of the steel 42CrMo4 is shown in Fig. 24.17. Beside the reference state—flow-through filtration through a commercial alumina filter (FAC5)—two filter coatings applied to AC5 filters were studied, i.e. coating with (i) nano materials (FNM) and (ii) with flame sprayed alumina (FA). The solidified steel ingots contained huge open and closed shrinkage cavities. Thus, even by HIP these cavities were not fully eliminated. Therefore, the numbers of available specimens from these batches were limited. In addition, fatigue failure of some specimens was caused by shrinkage cavities (see cross symbols in Fig. 24.17). It is obvious that the fatigue strength of the flow-through treated steel batches was significantly lower compared to the reference batch.
A scatterplot of stress amplitude versus the number of cycles to failure for F subscript A C 5, F subscript A, F subscript N M, internal N M I, and surface N M I. The graph has a fluctuating decreasing trend.
Fig. 24.17
Results of ultrasonic fatigue testing of steel 42CrMo4 after flow-through filtration. Stress amplitude vs. number of cycles to failure. For filter IDs see Table 24.2. Cross symbols represent failure due to shrinkage cavities
×
Typical fracture surfaces of specimens failed on internal inclusions are shown in Fig. 24.18 for reference batch FAC5 without coating (Fig. 24.18a), batch FNM (Fig. 24.18b) and batch FA (Fig. 24.18c). The reason of the lower fatigue strength of batches FA and FNM are obviously the size and morphology of crack initiating alumina inclusions compared to batch FAC5.
Three S E M micrographs of 42 C r M o 4 steel fractures. Panel A is a clean fracture, B has a surface after filtration with nanomaterials, and Panel C presents a surface post-filtration with flame-sprayed alumina.
Fig. 24.18
Typical fracture surfaces of 42CrMo4 steel specimens after flow through filtration. a Reference state FAC5. b AC5 filter coated with nano materials FNM. c AC5 filter coated with flame sprayed alumina FA. For filter IDs see Table 24.2
×
Whereas the crack initiating inclusions in reference batch FAC5 were globular and small, in batches FA and FNM again large plate-like alumina inclusions were found as crack initiators. Regarding the inclusion size distribution analyzed by Wagner et al. (see Chap. 25) it has to be mentioned, however, that, although batches FA and FNM revealed much lower number of small inclusions (<5 µm) compared to batch FAC5, all batches contained large nonmetallic inclusions (>60 µm). In addition to the inclusion size, also the inclusion morphology had a significant impact on the fatigue behavior. Thus, the majority of crack initiating internal nonmetallic inclusions had a plate-like morphology varying in size regardless the functionalized coatings used on the immersion filters. It is well known from literature [46] that both the aluminum as well as the oxygen content influence the morphology of alumina inclusions. Thus, higher aluminum content (>250 ppm) results in maple-like alumina dendrites [47, 48] independent on the oxygen content. In contrast, low aluminum content (<200 ppm) results at low oxygen content (<80 ppm) in plate-like inclusions or in alumina clusters if the oxygen content is above 80 ppm (see [49, 50] and compare Chap. 25).
Wagner et al. [49] reported that a modified temperature control during the deoxidation of the steel melt in the steel cast simulator resulted in both (i) a higher number of nucleation sites as well as (ii) a supersaturation of aluminum in the steel melt. Whereas (i) caused a shift of the size distribution of alumina inclusions to smaller values (Feretmax < 10 µm), dendritic/maple-like alumina inclusions were the result of (ii). Although the plate-like inclusions were avoided by a modified temperature control it turned out that the influence of the inclusions’ morphology on the fatigue behavior was small. Since the sizes of both plate-like and the maple-like/dendritic alumina inclusions were comparable, the resulting fatigue strengths were comparable [49]. Nevertheless, the modified temperature regime during the deoxidation of the steel melt was applied for the combination of immersion and flow-through filtration, see the following Sect. “Combination of Immersion and Flow-Through Filtration of Steel 42CrMo4”.
Combination of Immersion and Flow-Through Filtration of Steel 42CrMo4
It was described in Sects. “Immersion Filtration of Steel 42CrMo4” and “Flow-Through Filtration of Steel 42CrMo4” that both the immersion filtration as well as the flow-through filtration had no significant positive influence on the fatigue strength of the steel 42CrMo4. However, it is described in Chap. 25 that immersion filters and flow-through filters with different coatings yielded in general both a reduction of the number of remaining nonmetallic inclusions as well as a shift of the inclusion size distribution to smaller sizes. However, it was also found that in all cases the right part of the inclusion size distribution was not positively influenced neither by immersion nor by flow-through filtration. Thus, in all cases large nonmetallic inclusions remained in the solidified steel material causing fatigue failure under cyclic loading. Therefore, a combined filtration was applied consisting of carbon-bonded alumina immersion filters with different coatings (nanomaterial INM and calciumdialuminate ICA2) and an AC5 flow-through filter with flame-sprayed alumina coating. In addition, the combined filtration treatments were realized together with the modified temperature control during the deoxidation process in the steel cast simulator. The resulting fatigue behavior is shown in Fig. 24.19. It is obvious that there were not that significant differences between the reference batch (I0_F0) and the two filter combinations INM_FA and ICA2_FA as expected. However, the fatigue strength of ICA2_FA was comparable to I0_F0, whereas it was lower for INM_FA. The reason for this can be seen again in the morphology and size of the nonmetallic inclusions.
A scatterplot of stress amplitude versus the number of cycles to failure for I subscript 0 underscore F 0, I subscript C A 2 underscore F A, and I subscript N M underscore F A. The graph has a fluctuating decreasing trend.
Fig. 24.19
Results of ultrasonic fatigue testing of steel 42CrMo4 after combined immersion and flow-through filtration. Stress amplitude vs. number of cycles to failure. For filter IDs see Table 24.1
×
Although the inclusions’ size distribution discussed in Chap. 25 shows that both combinations of filtration yield again a reduction in the total amount of inclusions, filter combination INM_FA revealed a higher amount of larger inclusions. Figure 24.20 shows typical fatigue crack initiating inclusions found on fracture surfaces of specimens from batch I0_F0 (Fig. 24.20a), batch ICA2_FA (Fig. 24.20b) and batch INM_FA (Fig. 24.20c). It is obvious that the reference batch contained the smallest inclusions followed by batch ICA2_FA, whereas larger inclusions were found on fracture surfaces of batch INM_FA.
3 micrographs of 42 C r M o 4 steel fractures. Panel A is unaltered, indicating a natural fracture surface. Panel B has a surface after calcium alumina and alumina coating. Panel C presents a surface after nanomaterial and alumina coating, leading to an irregular and rough surface.
Fig. 24.20
Typical fracture surfaces of 42CrMo4 steel specimens after combined immersion and flow-through filtration. a Reference state: no immersion and no flow-through filter—I0_F0. b Immersion filter coated with calciumdialumina and flow-through filter coated with flame sprayed alumina – ICA2_FA. c Immersion filter coated with nanomaterials and flow-through filter coated with flame sprayed alumina—INM_FA. For filter IDs see Table 24.1
×
Discussion
Three different variants of melt-treated steel 42CrMo4 were studied. Both for immersion and for flow-through filtration different coatings were applied on the surface of carbon-bonded alumina filters. In all cases the crucible material was kept of the same type, knowing well that each batch has its own characteristics. The results of immersion, flow-through and combined immersion/flow-through filtration are summarized in Fig. 24.21. Each filtration type has its own reference data set: I0—immersion filtration, FAC5—flow through filtration, I0_F0 combined filtration. As described above, within the specific filtration type the different coatings on the filter surfaces had no positive influence on the fatigue behavior. Thus, in all cases the reference material exhibited the best fatigue properties. However, comparing the fatigue results of batches after immersion and the flow-through filtration with results obtained after combined immersion and filtration it turned out that the combination yielded better results compared to each individual treatment. The combination of ICA2 and FA seems to give the best results, i.e. a fatigue strength of 600 MPa.
3 scatterplots of stress amplitude versus the number of cycles to failure for I 0, I A, I A C S, I N M, I C A 6, without F G A, with F G A, and runout in A, F A C 5, F A, F N M, internal N M I, and surface N M I in B, and I 0 F 0, I C A 2 F A, and I N M F A in C. They have fluctuating decreasing trends.
Fig. 24.21
Comparison of fatigue behavior of 42CrMo4 steel after a immersion filtration, b flow-through filtration, and c combined immersion and flow-through filtration. Stress amplitude vs. number of cycles to failure diagrams. For filter IDs see Table 24.1
×
24.3.3 Aluminum Alloys
AlSi7Mg
The results of the fatigue tests on AlSi7Mg are shown in Fig. 24.22. The S–N diagram in Fig. 24.22a includes the fatigue data obtained both for die casting (batch 1) and sand casting (batch 2). It is obvious that the fatigue lives and strength of die casted (batch 1) and sand casted (batch 2) material are different, which is caused by differences in the microstructure. Batch 1 exhibited a finer microstructure with a smaller secondary dendrite arm spacing (SDAS) of 19 µm compared to the coarser microstructure of batch 2 (SDAS = 26 µm).
A scatterplot of stress amplitude versus cycles to failure for batch 1, f = 19.5, batch 1, f = 105, batch 2, f = 19.5, and run-out. The graph has a decreasing trend. On the right are two micrographs of a typical fatigue fracture surface of A I S i 7 M g.
Fig. 24.22
Results of ultrasonic fatigue testing on AlSi7Mg in T6 condition. a S–N plot including batch 1 (open triangles) and batch 2 (open circles). Runouts are indicated by arrows. b, c Typical fatigue fracture surface of AlSi7Mg (batch 2, σa = 100 MPa, Nf = 3.45 × 106), b overview, c detail of point 2 in (b). Numbers and arrows in (a) are related to thermographic measurements shown later in Fig. 24.24. Results at f = 105 Hz in detail in [35]. Reproduced from [35]
×
Although both batches were HIPed, casting porosity was still present as shown Fig. 24.22b, c. Multiple crack initiating sites were found on the fracture surface: casting pores either (i) in touch with the surface (point 1) or (ii) in the center of the cross section (point 2). In particular batch 1 shows a huge scatter in fatigue lives at a stress amplitude of 110 MPa over several decades caused by the different size of casting porosity. None of the tested specimens failed due to nonmetallic inclusions. However, it was surprising that the shrinkage cavities as a consequence of the casting and solidification process of AlSi7Mg were not fully removed by the HIP process. In addition, Krewerth et al. [35] showed that the fatigue lives of AlSi7Mg alloy were independent on the testing frequency since no differences were found for conventional and ultrasonic resonant testing at 100 Hz and 20 kHz, respectively.
AlSi9Cu3
Figure 24.23 shows the results of ultrasonic fatigue tests on AlSi9Cu9 in conditioned and filtered state (CF) compared to the reference batch R. As mentioned above, the aim of the conditioning and filtration process was to reduce both the content of iron in the melt and the formation of plate-like β-phase, which would have a detrimental impact on mechanical properties as shown e.g. by Wagner et al. [31] for tensile properties. The microstructures of these two batches were completely different. Whereas batch R with an iron content of 1.7 wt% (see Table 24.3) contained beside α-Al and Al-Si eutectic a large amount of β-phase plates and star-like αc phase, batch CF with reduced iron content (see Table 24.3) was free of β-phase plates and contained αc phase in Chinese script morphology. For more details on the microstructure of the two batches see Chap. 25 and literature [31, 51]. Keeping in mind these different microstructures, the fatigue behavior shown in Fig. 24.23 seems to be quite similar for batch CF compared to batch R. However, considering the probability curves (evaluated using Maximum Likelihood method including both failures as well as runouts [52]) for 5%, 50% and 95% of fatigue life, it turned out that the scatter in fatigue lives at a certain stress amplitude was significantly reduced for batch CF (e.g. compare R and CF at σa = 100 MPa). In addition, Fig. 24.23 shows exemplarily two typical fracture surfaces for batch R (c, d) and batch CF (b, e). Specimens of batch R failed mostly from defects located at or in touch with the surface, which were either β-phase plates (Fig. 24.23c) or Al–Fe–Si agglomerates in connection to shrinkage cavity (Fig. 24.23d). In contrast, facture surfaces of specimens of batch CF showed crack initiation occurring at large αc polyhedra (Fig. 24.23e) located in the interior or in contact with the specimens’ surfaces. Some failures in batch CF occurred even with no clearly recognizable crack origin site (Fig. 24.23b).
A scatterplot of stress amplitude versus the number of cycles to failure for R, C F, runout, 5, 50, and 95 percent. The graph has a decreasing trend. On the right and below the graph are 4 micrographs of A I S i 9 C u 3 fracture surfaces, with a magnified view of a part in each.
Fig. 24.23
Results of ultrasonic fatigue tests on AlSi9Cu3 alloy. a S–N curves of reference batch R (black circles) and batch CF after conditioning and filtration (red circles) together with the 5% (short dashed line), 50% (solid line), and 95% (long dashed line) fatigue life curves (evaluated using Maximum Likelihood method). Open triangles represent runouts. b–e Typical fracture surfaces (SEM micrographs in BSE contrast) of specimens from batch R (c, d) and CF (b, e). Insets in b–e show crack initiating defects at higher magnification. Reproduced from [31]
×
24.4 Determination of Crack Initiation
The above desribed studies on fatigue failure and crack intiation occurring during ultrasonic fatigue testing in the range of high cycle to very high cycle fatigue were corrobareted by additional in situ characterization techniques such as infrared thermography and acoustic emission measurements. Both methods allow to gain additional information regarding the crack initiation time (number of cycles to crack intiation), whereas infrared thermography allows also to study the point of crack intiation in correlation with fractographic analysis of the fracture surfaces.
24.4.1 Thermography
Infrared thermography allows to evaluate the temperature evolution within the specimen during fatigue testing experiments and both the determination of crack initiaton cycle number and location of crack initiation defect. Figure 24.24 shows the overall temperature evolution within the gauge length of five AlSi7Mg specimens tested at σa = 100 MPa (1–4) and σa = 80 MPa (5), respectively. It is obvious that the overall increase in temperature until final fatigue failure depended on the applied stress amplitude. In addition, it was observed that at σa = 80 MPa a saturation of temperature increase was reached after an intial temperaure rise at the beginning of the fatigue test and before final temperature rise due to damage. In contrast, at σa = 100 MPa, no temperature saturation was observed. Instead, a linear temperature increase of about ΔT ≤ 10 K occurred. It is obvious from the temperature profiles that about 97% of the fatigue life were spent for crack initiation. Only 3% of the total duration of fatigue experiments were spent for crack propagation, see the significant temperature rise shortly before Nf. The infrared thermograms reveal three different types of fatigue failures: (i) internal crack initiation (4,5), (ii) crack initiation at the surface (3), and (iii) multiple crack initiation (1,2). Obviously multiple crack initiation (1, 2) yielded the shortest fatigue lives compared to internal (4,5) and/or surface (3) crack initiation.
A line graph of delta T versus the number of cycles plots 5 increasing trends. Five thermal images are linked to specific points on curves, representing different stages of heat distribution.
Fig. 24.24
Temperature courses measured with infrared thermography during ultrasonic fatigue testing of AlSi7Mg in T6 condition in combination with infrared thermograms at Nf. VarioCam hr head 600 (microscopic lens). Specimens 1–4 were tested σa = 100 MPa, specimen 5 at σa = 80 MPa. Compare Fig. 24.22. Reproduced from [35]
×
The application of the microscpic lens of the thermocamera with a higher resolution (25 µm/pxl) at a reduced FOV allowed the analysis of the temperature evolution over the circumference of the specimens at the region of the hot-spot causing final failure. To this end, at the point of highest temperature at Nf a horizontal line was placed and the temperature evolution along this line was traced back for the last 3% of fatigue life of the specimen, compare Sect. “Thermography”, to study the point of crack initiation in more detail. Finally, these temperature evolutions were correlated with fractographic investiagtions. Figure 24.25 shows an example for correlated fractographic and infrared thermographic investigations on ultrasonically fatigued specimens of aluminum alloy AlSi7Mg. The temperature evolution over the circumference of a specimen cyclically strained a σa = 100 MPa up to Nf = 2.3 × 106 cycles is shown in Fig. 24.25a together with five infrared thermograms for different cycles within the last 3% of fatigue life. The overview of fracture surface of this specimen is shown in Fig. 24.25b together with detailed views on the internal defect and crack initiation at subsurface region. The viewing direction of the thermocamera is indicated as well. The temperature profile N1 revealed a sligth increase in temperature in the center of the profile (I, 2.5 mm) compared to the two sides. However, already at N2 a second hot-spot (II) appeared on the rigth side of the specimen. With increase in number of cylces the temperature at these two hot spots (I, II) was further increasing, whereby the increase at hot-spot II was more pronounced. At N3 a third hot-spot (III) was generated with less strong temperature increase till fatigue failure (N5). A comparison with the fracture surface revealed a casting defect in the center of the cross section causing hot-spot I, whereas surface crack initiating was observed on the rigth side of the cross section (hot-spot II).
A graph plots delta T versus specimen length with surface temperature profiles. On the right are three micrographs of a strained A l S i 7 M g specimen with indicated crack initiation points and detailed views of defects.
Fig. 24.25
Correlated fractographic and thermographic analysis of damage evolution on cyclically strained AlSi7Mg specimen using VarioCam hr head 600 (microscopic lens). a Surface temperature profile of a specimen tested at σa = 100 MPa up to Nf = 2.3 × 106. b Corresponding fracture surface in overview with indicated crack initiation points 1–3 corresponding to hot spots indicated by red numbers in a and detailed view of defects 1 and 3. Viewing direction of thermocamera is indicated by black arrow. Reproduced from [35]
×
A third defect was observed on the left side rigth below the specimen surface (hot-spot III). Cracks intiated from I and II merged and caused final fatigue failure.
The infrared thermographic measurements are restricted to measurements of surface temperatures. Thus, cracks initiating on the side of the specimen facing away from the thermocamera will be detected later than defects initiating at the front side due to reasons of heat flow. In order to follow also the temperature evolution on the back side of a specimen facing away from the thermocamera the so-called mirror thermography was developed to study the temperature along the whole circumference of a cylindrical specimen. As described in Sect. “Thermography”, two mirrors were placed at angles of 45° behind the specimen. For this purpose, the thermocamera was used with macro lens only due to the higher field of view accepting the lower local resolution. This allowed more detailed investigations in terms of correlated fractographic and thermographic analysis, which is even more important for sophisticated materials such as e.g. short-fiber reinforced aluminum matrix composites with more complex fracture surface due to multiple crack initiation points (see [53]). An example of correlated mirror-thermography and fractography is shown in Fig. 24.26 for 42CrMo4 steel specimen tested at σa = 500 MPa up to Nf = 9.57 × 105.
A micrograph of a fracture surface of a 42 C r M o 4 specimen and five thermal images at different stages of crack growth.
Fig. 24.26
Fracture surface and representative full-surface view thermal images of 42CrMo4 specimen (sand casting) tested at σa = 500 MPa up to Nf = 9.57 × 105. VarioCam hr head 600 (macro lens). a Fracture surface including the definition of the field of view (FOV) during full-surface view thermographic measurements and the definition of the point of crack initiation (black rectangle). b–f Three thermal images of the specimen at bNf/2 = 4.81 × 105, and during final crack growth at cNl = 9.35 × 105, dN2 = 9.42 × 105, e N3 = 9.50 × 105 and fNf = 9.57 × 105. Middle: direct thermogram, left/right: reflectograms. Reproduced from [37]
×
The fracture surface with indicated FOV of the thermocamera is shown in Fig. 24.26a, whereas Fig. 24.26b–f shows thermograms at different cycles starting from Nf/2 up to Nf. Each of these subfigures contains three thermograms: (i) direct thermogram of the front view (middle), (ii) reflectogram left side, and (iii) reflectogram right side. It should be noted that a slight temperature difference was measured between direct thermogram and reflectograms, which was, however, less than 2 K. It is obvious from Fig. 24.26c that a first temperature hot-spot was observed on the right part of the back side of the specimen (N1), whereas the direct thermogram of the front side revealed a global warming up only. However, the hot-spot appeared in the direct thermogram of the front view at N3 only, which was caused by the heat dissipation 8,000 cycles later. This correlated perfect with the fracture surface, where a crack initiation at the specimen surface was observed on the upper right part of the cross section and the fatigue crack did not reach the front of the cross section. The temperature evolution in the region of the first hot-spot can be followed now for all three thermograms until final failure together with the other in situ parameters of the ultrasonic fatigue testing: (i) resonant frequency fres and (ii) non-linearity parameter βrel. Figure 24.27a shows exemplarily the evolution of these parameters over the entire fatigue experiment for the same specimen (42CrMo4, σa = 500 MPa up to Nf = 9.57 × 105) as shown in Fig. 24.26, whereby Tmax indicates the temperature increase in the direct thermogram of the front view. All three parameters show a typical behavior. Thus, the temperature was increasing during the first pulses reaching a saturation. At the same time the resonant frequency fres was decreasing since fres depends significantly on temperature. On the other hand changes in fres reflect also changes in material behavior such as cyclic hardening and/or softening. Therefore, the non-linearity parameter is more prone for studies on initiation of fatigue damage since it is independent on temperature and reflects only changes in material behavior.
Two line graphs plot temperature and non-linearity parameters versus the number of cycles for f subscript r e s, beta subscript r e l, and T subscript max. The graphs have increasing or decreasing trends.
Fig. 24.27
Analysis of the three in situ parameters during ultrasonic fatigue testing: temperature Tmax, resonant frequency fres and nonlinearity parameter βrel. a Evolution of the parameters for 42CrMo4 specimen (sand casting; σa = 500 MPa up to Nf = 9.57 × 105) over the entire test duration (same specimen as in Fig. 24.26). b Enlarged section of the stage of final crack growth. The indirect thermal measurements in the reflectograms of the mirror faces defined by Tmax,Ref.1 (left reflectogram) and Tmax,Ref.2 (right reflectogram) are included in (b). Reproduced from [37]
×
Thus, whereas fres decreased with an increase in Tmax with ongoing cycling, the non-linearity parameter βrel remained constant at βrel = 0 over 97% of fatigue life. Only close to Nf a sudden decrease in βrel was observed accompanied by a sudden decrease and increase in fres and Tmax, respectively. Looking at the last 3% of fatigue life in more detail (Fig. 24.27b), it turned out that the first onset of decrease in fres and βrel was earlier compared to the sudden increase in Tmax. However, considering now the evolution of temperature of the reflectograms it is obvious that the increase in Tmax of reflectogram 2 (right side) coincided perfectly with the course of brel and fres.
The examples shown in Figs. 24.26 and 24.27 are related to surface crack initiation. However, the proposed method works also for internal crack initiation. Figure 24.28 shows an example of steel 42CrMo4 with surface treatment via plasma-nitriding [54]. Thus, the specimen surface was protected against crack initiation due to compressive residual stresses introduced below the surface causing, as a consequence, solely internal crack initiation. Thus, Fig. 24.28a shows the results of the mirror-thermography at Nf, Fig. 24.28b the evolution of fres, Tmax and Fig. 24.28c the fracture surface. Figure 24.28d is an enlarged view of the last 3% of fatigue life showing the different temperature evolution in the front thermogram (2) and the two reflectograms (1, 3). Clearly the internal crack initiation below the surface and even below the nitriding hardness depth of 0.23 mm is visible on the fracture surface and correlated well with the direct thermogram of the front view.
A thermal image of 42 C r M o 4 and a micrograph of fracture surface crack-initiation highlight fractures, fisheye, and nitriding layer. On the right are line graphs of resonant frequency and temperature increase versus the number of cycles for 1, 2, and 3 in increasing or decreasing trends.
Fig. 24.28
Correlated fractographic and thermographic analysis of 42CrMo4 specimen (sand casting) with a nitriding hardness depth of 0.23 mm tested at σa = 625 MPa up to failure at Nf = 2,182,000. a Thermographic images at crack initiation N = 2,161,000. b Evolution of resonant frequency and temperature. c SEM image of fracture surface crack-initiation nonmetallic inclusion below the nitriding layer
×
Following the evolution of temperature in the region of crack initiation in all three thermograms (Fig. 24.28d) shows that in both reflectograms (1, 3) the increase in temperature started later compared to the front view (2). A saturation in temperature was reached over a wide range of fatigue life before final increase of several tens of Kelvin, which coincided with a sudden drop of resonant frequency.
24.4.2 Acoustic EmissionMeasurements
Whereas infrared thermography is related to the contactless measurement of surface temperatures, the acoustic emissions measured during mechanical loading is a real time method providing volume information and is, therefore, suitable to be applied for studies on damage evolution. The application of AE technique during both monotonic tensile/compressive loading as well as conventional low-frequency cyclic loading [55] is well established, whereas the AE method has been only scarcely applied to ultrasonic fatigue testing [56]. Seleznev et al. [42] adopted the AE measurement technique to the ultrasonic fatigue testing device and developed a method to analyze different modes of fatigue damage during high-frequency testing. Figure 24.29 summarizes the main results of Seleznev et al. obtained during ultrasonic fatigue tests under mean tensile stress (R = 0.1) on aluminum alloy AlSi9Cu3 (see Sect. “AlSi9Cu3”). In total ten fatigue tests including AE and thermographic analysis were performed. Figure 24.29 shows three representative examples. Figure 24.29a–c shows the evolution of the in situ parameters of the ultrasonic fatigue testing fres and βrel, Fig. 24.29d–f the processed raw AE waveforms of AE records and Fig. 24.29g–i presents the extracted signal power (grey lines) and cumulative power (red lines). In addition, corresponding fracture surfaces of tested specimens are shown in Fig. 24.29j–l. The cumulative AE power evolutions (red lines) shown in Fig. 24.29 g, h can be separated at least into four segments (0-III) with different slopes, which can be correlated to different scenarios of fatigue damage evolution and four stages of crack initiation and propagation (0–IV in Fig. 24.29j, k): (0) crack initiation, (I) mechanically short crack—smooth area, (II) propagation of mechanically short crack, (III) faster crack propagation rates, and (IV) final cleavage fracture. The onset of stage III in Fig. 24.29 g, h, which is correlated to the faster crack growth rates and final failure coincides directly with the pronounced decrease in fres and a sudden increase in βrel in Fig. 24.29a, b. The crack initiation in stage 0 (red dot in Fig. 24.29j, k) is caused by brittle fracture of polyhedral, intermetallic αc-phase (compare Chap. 25) located either at the surface (Fig. 24.29j) or in the interior (Fig. 24.29h). This is related to the lowest slope of the cumulative power up to roughly half of the total fatigue life. However, this stage (0) was characterized by a relatively high AE activity (Fig. 24.29g), which may be caused by the initiation and arresting of multiple micro cracks before the critical damage was attained and the final crack initiation site was developed [42].
9 line graphs plot resonance frequency and nonlinear parameter versus load cycles, A E amplitude and events power, and events cumulative power versus time. They have fluctuating increasing and decreasing trends. Below are 3 micrographs of fractures highlighting crack-initiation sites.
Fig. 24.29
Illustration of the application of AE-based damage monitoring technique during ultrasonic fatigue testing of the AlSi9Cu3 alloy. a–c Resonance-based parameters fres and βrel of ultrasonic fatigue testing. d–f Raw AE waveforms processed by algorithm described in [42]. g‐i Resulting signal power extraction (gray curves) and cumulative power (red lines). j‐l Fracture morphologies obtained by optical microscopy and BSE imaging of the crack initiation sites (insets in j, k). a, d, g, j represents the case of typical surface crack initiation. b, e, h, k represents the case of internal (sub-surface) crack initiation. c, f, i, l shows the example where the experiment was interrupted without detected fatigue damage. Reproduced from [42]
×
Finally, it can be concluded that the fatigue damage accumulation is highly nonlinear. Moreover, the cumulative AE power can be used as an additional in situ parameter detecting the onset and evolution of fatigue damage. Using this method, is was possible to detect fatigue damage much earlier than the process controlling parameter of resonance frequency fres and the calculated non-linearity parameter βrel. Moreover, Seleznev et al. [42] mentioned that their proposed signal-processing methodology is applicable not only to aluminum-based alloys and the continuous resonant cycling mode but can also be applied to other metallic materials and the pulse-pause testing mode and can be extended to very high cycle fatigue regimes [42].
24.5 Conclusions
This chapter focused on the influence of nonmetallic inclusions in steel or casting defects and intermetallic phases in aluminum alloys on the fatigue behavior. For this purpose, specimens of steel 42CrMo4 were tested after two different routes of steel melt treatment: (i) industrial sand-casting route and (ii) laboratory route using steel cast simulator. In the sand-casting route flow-through filtration using both carbon-bonded alumina and magnesia foam filters with different reactive coatings were applied. In the steel cast simulator both (i) the influence of crucible material as well as (ii) reaction immersion filtration, (iii) flow-through filtration, and (iv) a combination of (ii) and (iii) were studied. Specimens of aluminum alloy AlSi9Cu3 were tested after melt conditioning and filtration. In addition to the studies on fatigue behavior, some methodological developments were implemented such as (i) mirror thermography, (ii) combined analysis of resonant frequency fres, non-linearity parameter βrel and temperature increase due to damage, and (iii) in situ acoustic emission measurements for detection of onset of fatigue failure. The main conclusions can be summarized as follows:
The carbon-bonded alumina and magnesia with different filter coatings applied in industrial sand casting did not result in a significant influence on the fatigue behavior, except the detrimental effect of the filter with mullite coating. All other applied filters resulted in a huge data set with significant scatter of the fatigue lives over several decades. Moreover, the majority of specimens failed from small inclusions directly located at or in touch with the surface. Therefore, surface treatment in terms of plasma-nitriding was applied, in order to protect the specimen surface and sub-surface regions from crack initiation due to compressive residual stresses introduced below the surface.
The different applied crucible materials in the steel cast simulator resulted in significant differences in the fatigue life of steel 18CrNiMo18-6 in hardened condition, where A–C crucible material yield the highest fatigue strength in contrast to AZT–C–n yielding the lowest fatigue strength values. This effect is related to the influence of the crucible material on the chemistry, size and morphology of crack initiating nonmetallic inclusions. Thus, steel melted in A–C crucible contained small spherical duplex inclusions, whereas steel melted in an AZT–C–n crucible contained large dendritic MnS.
The immersion filtration applying carbon-bonded alumina filters with different reactive coatings for 10 s to the steel melt showed slight differences. Thus, coating with calcium-hex-aluminate caused the lowest fatigue strength due to largest remaining nonmetallic inclusions. In contrast, flame sprayed alumina coating (IA) yield comparable fatigue strength as the reference state (I0).
The flow-through filtration did not show any positive influence on the fatigue behavior compared to reference state (FAC5). All treated batches contained some amount of large open and closed shrinkage cavities. No significant difference in fatigue lives was found for flame-sprayed alumina coating (FA) or coating with nano materials (FNM).
Both immersion filtration as well as flow-through filtration revealed large plate-like alumina inclusions as crack initiating defects. Since the morphology of alumina inclusions significantly depended on the Al:O ratio, a modified temperature control during deoxidation process was proposed resulting in more maple like or dendritic morphology of alumina. However, their sizes were not significantly reduced, why the fatigue strength was not significantly influenced.
A combination of immersion filtration and flow-through filtration was applied together with the modified temperature to steel 42CrMo4 resulting in the best fatigue strength for a combination of immersion filter coated with calcium-di-aluminate and a flow through filter coated with flame-sprayed alumina.
The melt conditioning and filtration applied to AlSi9Cu3 revealed that the harmful plate-like β intermetallic can be avoided and, therefore, slightly enhanced fatigue strength was reached compared to the reference state.
The correlated infrared thermograhic and fractographic analysis allowed together with the analysis of the resonant-based parameters fres and βrel for a better understanding of the onset of fatigue crack growth caused by nonmetallic inclusions. In particular, the full-surface view imaging gives valuable insight into crack initiation time and site.
In situ acoustic emission measurements applied during ultrasonic fatigue tests are a suitable tool to gain more knowledge and understanding on different stages of fatigue failure.
Acknowledgements
This work was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)—Project-ID 169148856—SFB 920, subproject C04. The steels were provided by Institute of Ceramics, Refractory and Composite Materials or by Edelstahlwerke Schmees, Al was provided by Foundry Institute. The authors gratefully acknowledge the research work of Dr.-Ing. Dominik Krewerth, Tim Lippmann, Johannes Gleinig and Ruben Wagner (all Institute of Materials Engineering) providing a major contribution to the present chapter. The quenching and tempering treatment as well as the chemical analysis of the investigated materials by Dr. Thilo Kreschel (Institute of Iron and Steel Technology) is gratefully acknowledged. The surface protection by nitriding by company Vacutherm (Brand-Erbisdorf) is acknowledged. In addition, the authors would like to thank Mrs. Birgit Witschel (Institute of Materials Science) for extensive metallographic work and several students for preparation/polishing of gage lengths of fatigue specimens.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.